


Батарея никеля кадмия, батарея никеля утюга, сборочный конвейер плиты батареи никеля цинка, сборочный конвейер
1. Требования к дизайна сборочного конвейера плиты батареи сумки
Функция
1,1, прибор автоматически положат пояс в машину, искусственную носку катушки тома стальной стальной пояс в автоматическую стальную коробку формируя сварочный аппарат SongLiaoKou может, мимо с автоматическими питаясь продуктами стали давления манипулятора (длины стальной полосы режа требуемой клиентом) к параметрам набора, режа стальную прессформу давления пояса (стальной пояс после формировать форму «u» «мышца»). Схватите reclaimer манипулятора подкрепления, ожидание. Коробка стального листа сделала действие stepper мотора двигая вверх, материал стальной пластины самосхвата манипулятора автоматический даже, в питаться, шкала надеется переднее, взятие надеется манипулятора бара самосхвата, автоматной сварки, автоматическая отливая в форму стальная коробка в продолжает рамку будет автоматически согласно заказу в таком же направлении (около 100 частях в серию), ясном к циклу к работе. (примечание: в процессе бега закоченетой плиты питаться с движением манипулятора бара самосхвата одновременная работа, для того чтобы улучшить эффективность продукции)
1,2, эффективность: сваренная стальная коробка минута 10 частей, усиленная рамка около 6 секунд.
1,3, технологический процесс:
![]()
1,4, отличают: один работник может работать, искусственная плита деятельности в целом стали прокладки, стальная пластина самосхватом манипулятора автоматическим, автоматическая прессформа, автоматический сплющивать, автоматическое собрание фиксированное, усиленная рамка сваривая деятельность выживания, удобных и надежных, уменьшать ручную операцию и интенсивность труда, высокую эффективность.
2. Основные технические требования и параметры:
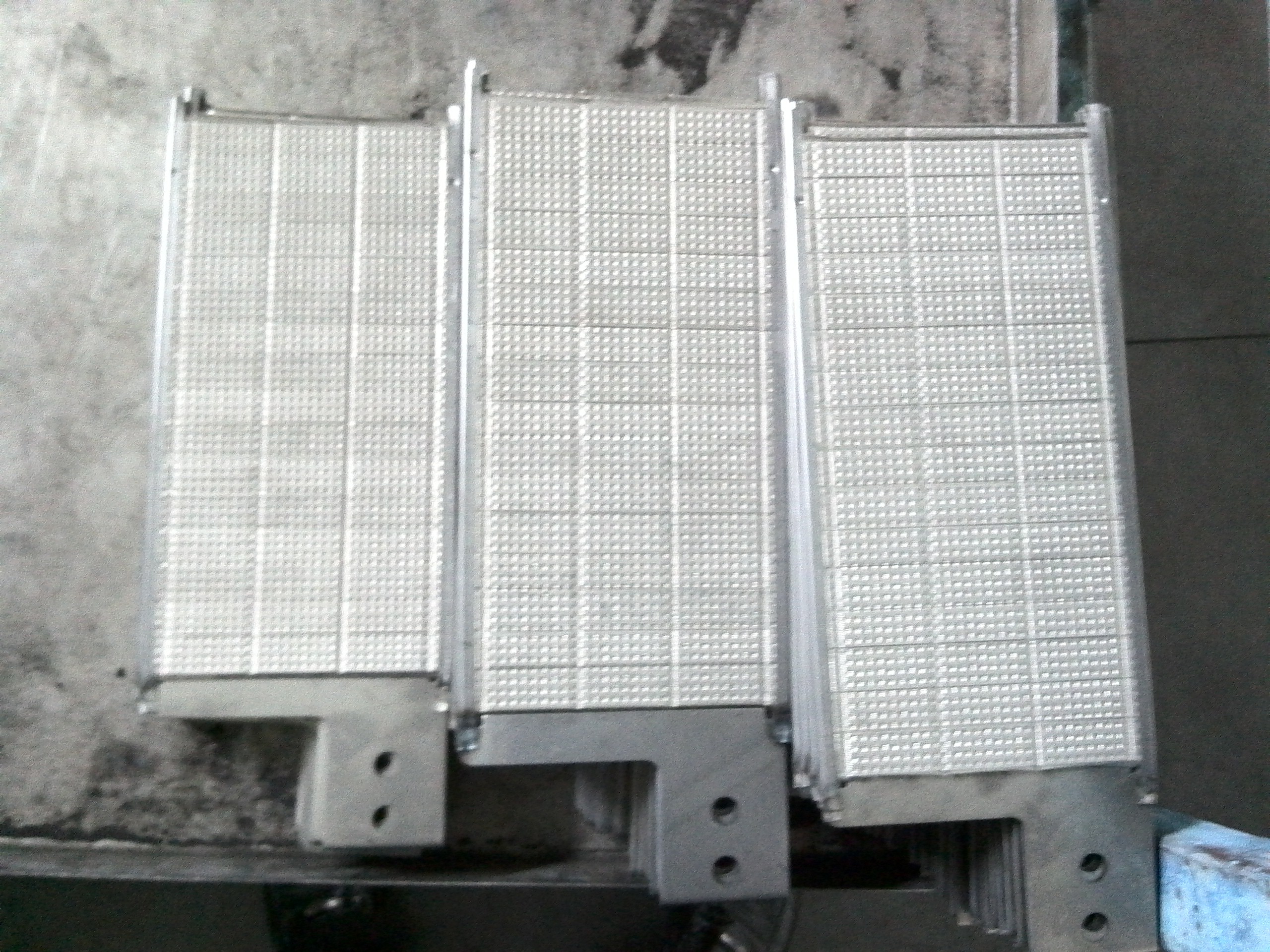
2,1, материалы подкрепления: 0,5 mm x 14 mm x l, каждое блюдо весит около 10 | 30 kg.
2,2, отливая в форму длина: 90 | 255 mm.
2,3, усиленный длина 120 рамки | 290 mm, ширина 85 | 175 mm регулируемы.
(одиночная голова):
2,4, заварка пятна, полная толщина 3 mm или более менее.
2,5, сварочный аппарат пятна: сварочный аппарат пятна billiton моря. Сила AC380V плюс или минус 10%, 50 HZ + 5% для выходной мощности HZ.The максимальной 25 kva. Сваривая расписание 25 mm. Сваривая разбивочное расстояние регулируемо. (2)
2,6, подкрепление, плита подкрепления в часть самосхватом манипулятора автоматическим на материале, сварочном оборудовании автоматически извлекли части, автоматических в заказе после такое же ясного, легкий для того чтобы транспортировать и процесса использующ под (около 100 части в серию), после отчета об отсчета к полиции.
2,7, заварка пятна твердо и надежно.
2,8, располагающ размещать приспособления надежный, прочная, легкая разборка.
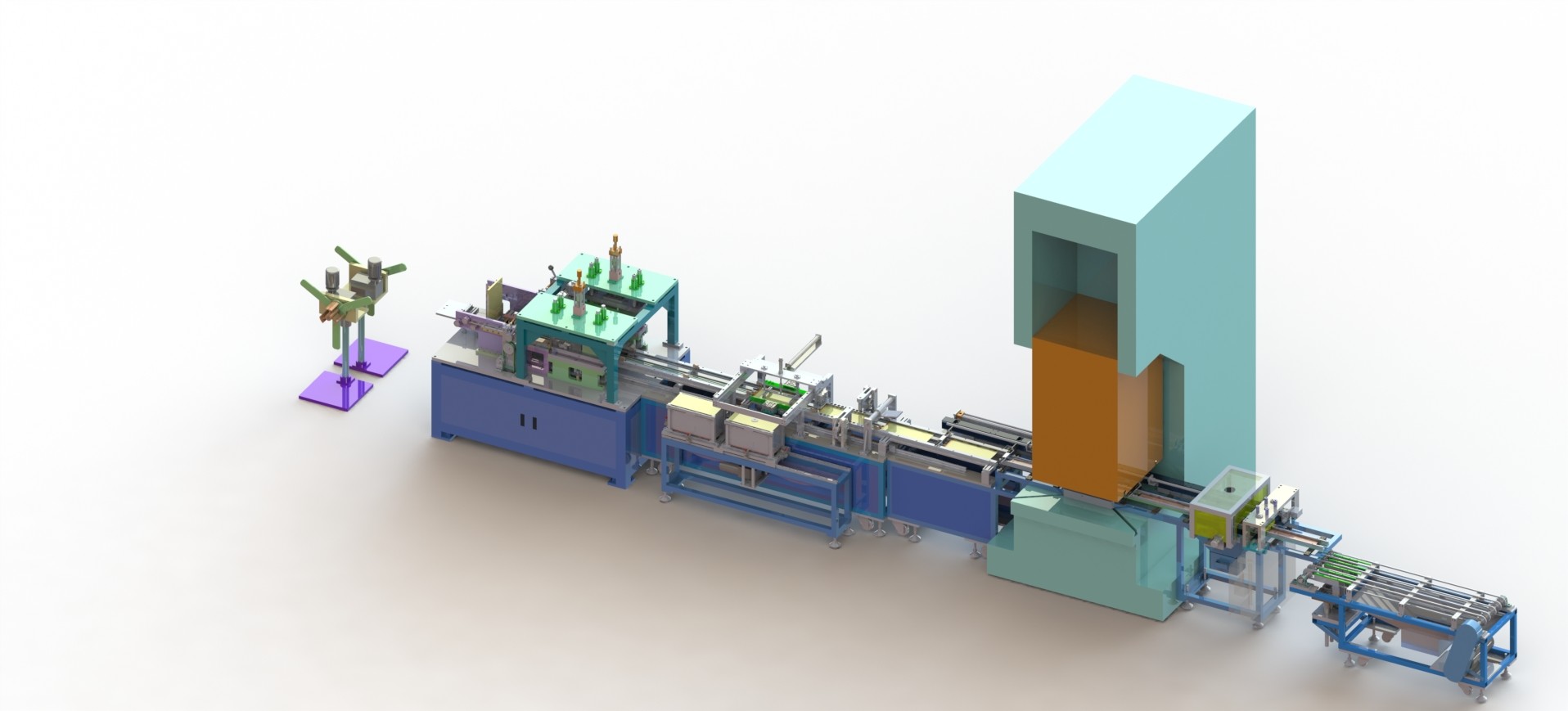
3. Автоматическая стальная коробка формируя главные компоненты сварочного аппарата
3.1A диаграмма, оборудование:
![]()
3,2, параметры оборудования технические
|
Спецификации машины Деталь |
||
| Технические параметры | эффективность | 10Piece/min |
| Полная сила (kw) | 55kw | |
| Нормальное функционирование силы (kw) | 52kw | |
| Другая энергия | Сухой обжатый источник воздуха | |
| Вес | Около 8 тонн | |
| размер | L7500mm*W2300mm*H4000mm | |
3,3, главные компоненты оборудования
| НЕТ | Состав системы | Системная конфигурация | Количество |
| 1 | Система шкафа | 1Sets | |
| 4040 сваренная квадратами структура рамки | 1 | ||
| Базовая платина | 1 | ||
| 2 | Свертывая компонент | 2Sets | |
| Машина завальцовки | 2 | ||
| 3 | Отрежьте отливая в форму компоненты | 2Sets | |
| Гидравлическая система | 1 | ||
| Вверх и вниз фасонного штампа | 2 | ||
| Отливая в форму гидравлический цилиндр | 2 | ||
| 4 | Сваренные компоненты | 1Sets | |
| Сварочный аппарат пятна | 2Sets | ||
| Сваривая механизм | 2 | ||
| Сваривая механизм | 2 | ||
| 5 | Питаясь регулируя компоненты | 1Sets | |
| Линейный проводник серебра | 2 | ||
| Положительный и отрицательный винт регулировки | 2 | ||
| Механизм Adjust питаясь | 2 | ||
| Механизм управления рулем | 2 | ||
| 6 | Автоматический питаясь компонент | 1Sets | |
| цилиндр | 3 | ||
| Линейный проводник серебра | 2 | ||
| 7 | Компонент собрания плиты | 1Sets | |
| Агенство транспорта плиты | 1 | ||
| Питаться материала | 1 | ||
| 8 | Компоненты ролика плиты | Одностоечная гидравлическая пресса | 1Sets |
| Приспособление плиты | NSets | ||
| 9 | Многопунктовые сваривая компоненты | 1Sets | |
| Сварочный аппарат пятна | 2Sets | ||
| Сваривая механизм | 2 | ||
| Сваривая механизм | 2 | ||
| 10 | Автоматические прикрывая компоненты | 1Sets | |
| Шаг в получая заведения | 1Sets | ||
| 11 | Операционная система | PLC-Omron | 1Sets |
| Экран касания | 1 |













