
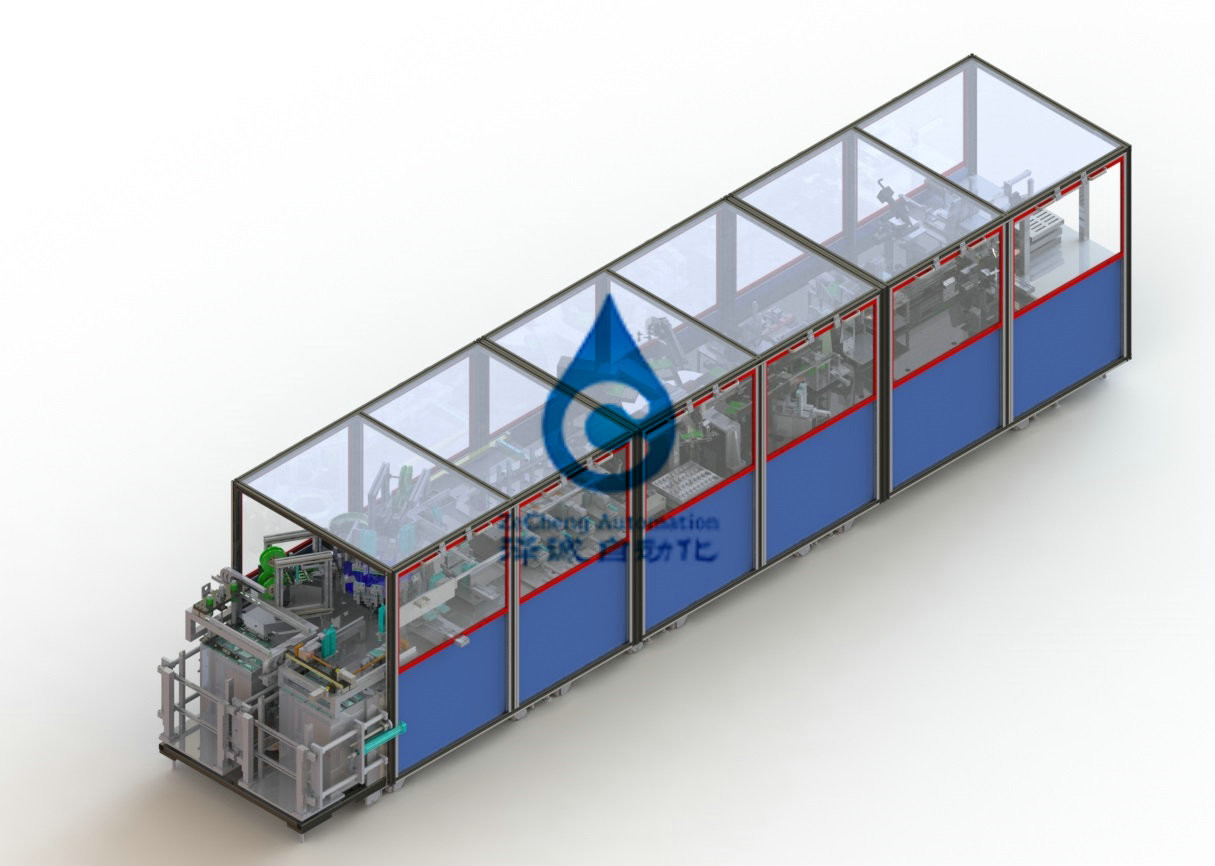
Требования к дизайна для полностью автоматического квадратного сборочного конвейера батареи
1.1. Этот план основан на CO. батареи собрания батареи обеспеченном требованиями мимо ** *, LTD., и конструирует квадратный тип линию автоматического производства батареи.
1.2. Требования к емкости производственной линии: вся скорость продукции автоматического сборочного конвейера батареи о 25PPM;
1.3. Применимый размер батареи: длина батареи: 36 | 80mm, ширина батареи: 30 | 70mm, толщина батареи: 3,0 | 10mm
1.4. Производственный процесс собрания батареи: от сырья питаясь для того чтобы слегка ударить вверх - располагающ повторно прямое ухо поляка - ленту ручки для того чтобы покрыть набивку, полиэтиленовые пакеты и голову для того чтобы слегка ударить прикрывая - питаться батареи - нижний клей - в раковину - располагая зажимать и резать весьма ухо к заварке нажимной накладки уха ультразвуковой, сваривать сопротивления 1-2 - растяжимый испытывать - обратный сваривать сопротивления питаясь к нажимной накладке сплющивая, гнуть ушам поляка для того чтобы преградить к тесту короткого замыкания, заварке пятна лазера, батарее.
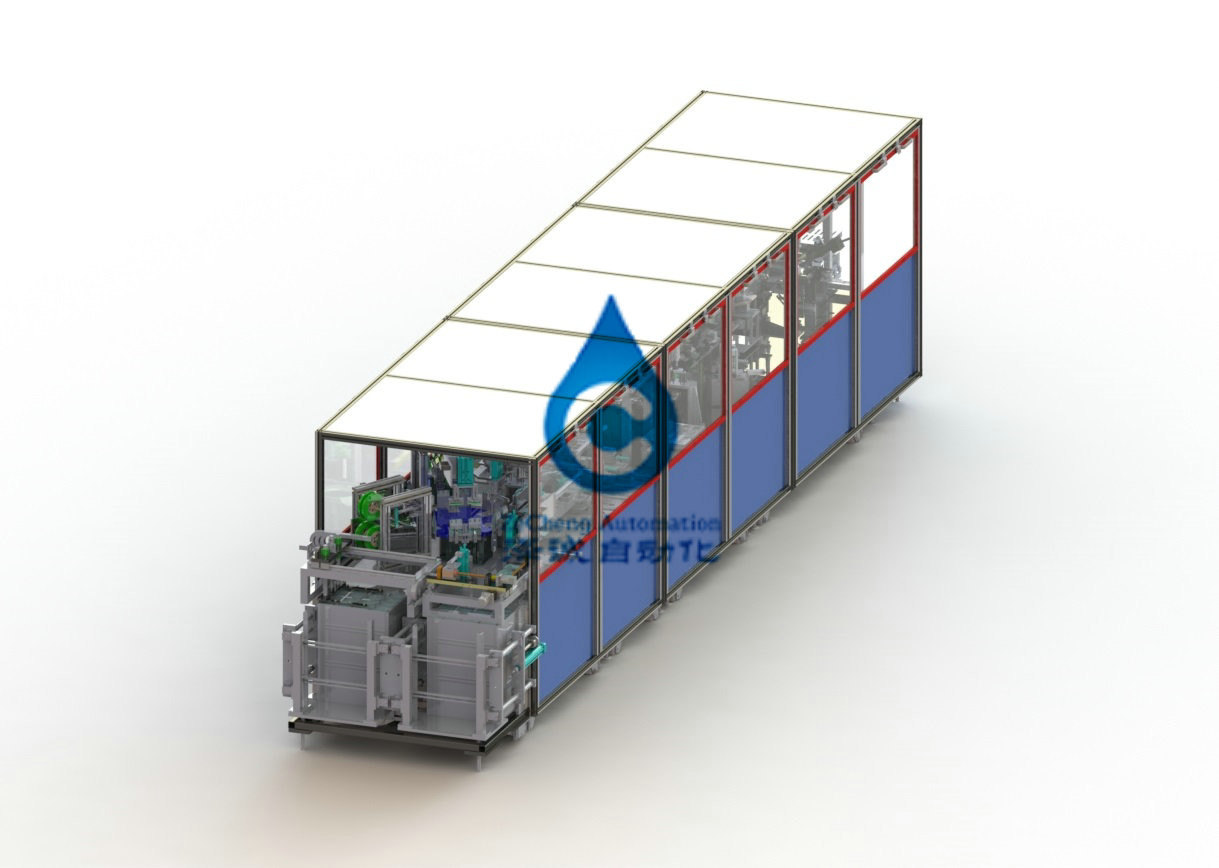
1.5. Система управления: система составлена 4 наборов, включая систему набивкой пакуя, систему кле-в-раковины, систему осмотра и сваривать уха поляка, и систему уха поляка гнуть и герметизируя. Каждый набор системы независимо проконтролирован PLC.
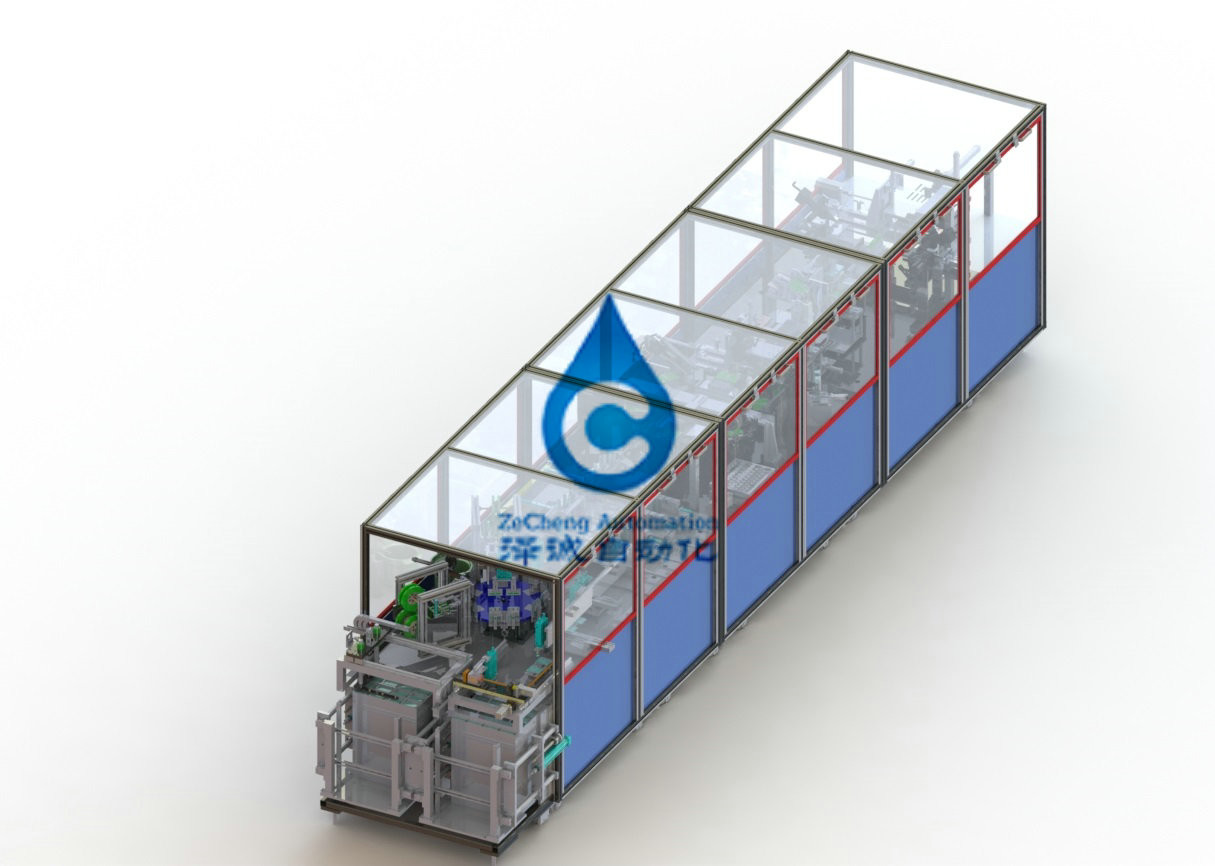
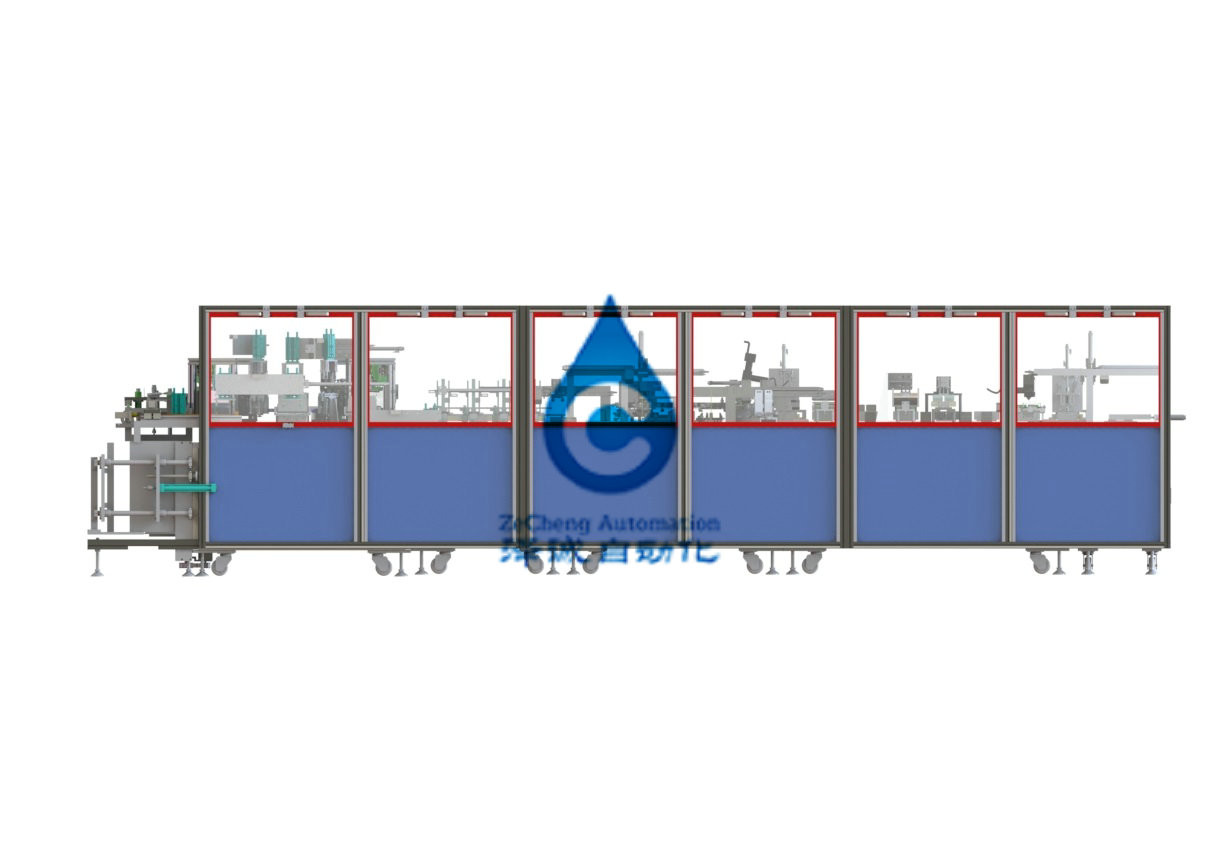
1.6. Оборудование квадратного сборочного конвейера батареи автоматического компонентное:
| НЕТ. | Отростчатое имя | Название прибора | Возможность оборудования | примечание |
| 1 | питаться | Автомат питания | 25ppm | |
| 2 | Прилипатель пакета набивкой | Клетка клея машину | 25 PPM | Содержите приполюсные уши повторно прямые, в набивку, лента |
| 3 | В раковину | Фидер клетки | 25 PPM | |
| 4 | Осмотр уха поляка сваривая | Сварочный аппарат нажимной накладки уха поляка | 25 PPM | Обнаружение длины и расстояния уха поляка и исключение неполноценных продуктов |
| 5 | Нажимная накладка | Машина уха поляка гнуть покрывая | 25 PPM | Содержит поляка для того чтобы волочить гнуть, герметизируя, отскок сваривать пятна лазера анти- |
2. Средство энергии
сила 2.1.6.1
2.1.6.1 .1 мгновенных изменения противо-участка напряжения тока AC230V± 10%
2.1.6.1 .2 частоты 50 hz + 1 hz
воздух 2.1.6.2
2.1.6.2 .1 давления 0.5mpa 5kgf/cm2
2.1.6.2 .2 движения 10 Л/МИН
2.2. Машина для производства бумажных ламинатов
2.2.1. Требования к дизайна
2.2.1.1. Машина соответствующая для паковать резину квадратного типа батареи с хорошими лентой и набивкой.
2.2.1.2. Поток процесса: поручать → электрической клетки кормить алюминиевое → раковины в то же время покрывая слипчивое → зажимая располагающ → располагая алюминиевое → раковины кормить питаться → раковины (нажал внутри три раза).
2.2.1.3. Особенности: раковина направлена через проводника воронки. В нажим раковины во три раза, первые 2 для зажимая нажима, последнее одно для сразу нажима. Раковина нагружена путем журнал двух-положения шагать.
2.2.1.4. Длина липкой бумаги на левой стороне и правильных сторонах после того как ядр крена склеено L4: 0,2 | 1mm
2.2.1.5. 2 стороны вьюрка симметричны, с абсолютной разницей 0 | 3mm
2.2.1.6. Бумагу диафрагмы нельзя повернуть вне к ядру после того как ядр крена склеено (бумага диафрагмы согнута к внутренности ядра крена без подвергать диафрагма действию)
2.2.1. 7. Часть и диафрагма поляка не будут повреждены после того как ядр крена будет склеено
2.2.1.8 когда входя в раковину, должно быть паз проводника между ядром катушки и ртом раковины
2.2.1.9. Уши ядра катушки положительные и отрицательные не гнут в течение процесса вставлять нижний клей и входа раковины
2.2.1.10 после входа раковины, угла между ядром катушки и стороной раковины ≤ 50
2.2.1.11. Расстояние между свертываясь спиралью ядром и внутренней стеной дна раковины после входа раковины будет L3: 0.5±0.2mm
2.2.1.12. Расстояние между ядром катушки и 2 краями раковины L1 и L2 требует: ≥0.1mm
2.2.1.13. Разница расстояния между ядром вьюрка и краем раковины | l1-l2 | ≦1.5mm
2.2.1.14. После того как ядр катушки входит в раковину, оно может автоматически испытать расстояние между выдержкой отрицательного уха и ртом раковины, и определяет ОК или NG
2.2.1.15. ≥ 99,8% тарифа квалификации продукции
2.2.1.16. ≥ 95% выхода продукции.
2.2.1.17. Время деятельности переключая модели не должно превысить 30min
![]()
![]()
Обязательство сотрудничества
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии родственных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия b ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после того как оборудование проходило период гарантии, если проблема, то 2 партии связывают и общаются с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Zh
(3) во время периода гарантии обусловил в контракте и техническое согласование подписанное 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













