

Сварочный аппарат железного производственного оборудования батареи никеля автоматический гнуть
1. Технические требования для фидера плиты гнуть
1.1. Оборудование соединено с сварочным оборудованием группы поляка, и не будут повреждены свои скорость заварки и спичка управлением оборудования с сварочным оборудованием группы поляка, осуществить гнуть плиты и плиты перед заваркой группы поляка, и плиту автоматически отправлен в сварочное оборудование, и выпуклых пунктов после того как плита согнута. Оборудование имеет высокую степень деятельности автоматизации, стабилизированных и надежных, и может соотвествовать 24-часового непрерывного производства.
1.2. Поток операций: Искусственная положенная станция плиты питаясь (кормить станцию 3, положите различный вес плиты) и приводы мотора винт будут первой станцией плиты до определенного положения и питаясь цилиндр манипулятора будет электромагнит, поглотить подъемы плиты - питаясь пусковую площадку цилиндра манипулятора к направляющему листу к падению на ведущий брус, путем транспортировать механизм к плите нажима к компонентам прессформы цилиндра и располагать - умирает вниз плита плиты даже усиленная гнуть к транспортировать механизм гнуть хорошую плиту запустит, в то же время кормить манипулятора для того чтобы принять вне часть плиты под первую станцию к компонентам прессформы к повторению от плиты в прессформе, до тех пор пока вы примите номерной знак первой станции установленный и питаясь манипулятор в втором положении для того чтобы принять вне плиту к компонентам прессформы к повторению от плиты в прессформе, до тех пор пока вы не получат, что второй станции установленный номерной знак и питаясь манипулятора в третей станции принимаете вне плиту к компонентам прессформы к повторению от плиты в прессформе, до тех пор пока вы не будете получать третьей станции установленный номер плиты к плите в цилиндре сальто станции сальто в то же время, поворачиваете 90 градусов к плите мобильные компоненты слегка ударят плиту, компоненту к сваркам - циклу плиты питаясь в свою очередь.
1.3. Модель и спецификация продукта: (блок: мм)
| Имя | Длина | Ширина | Толщина |
| плита | 160-420мм | 115-171мм | 1.5-7мм |
| Даже закоченетая плита | 51-71мм | 30-60мм | 0.5-1.2мм |
1.4. Эффективность: 12ППМ.
1.5. Надежное оборудование, низкий тариф обслуживания, удобное обслуживание и стойкость. Электроприборы, переключатели, гнезда оборудованные с противопыльным кожухом.
1.6. Вручную установите плиту на питаясь уровне. 3 нагружая станции с плитами различных весов. Расстояние между питаясь рельсами регулируемо.
1.7. Танк собрания для собрания порошка под овербурден.
1.8. Поверхность оператинг близко к сварщику пятна для легкой деятельности.
1.9. Давление газовожидкостного цилиндра ракеты -носителя используемого для гнуть является следующим: 1Т.
1.10. Отдельные кнопки установлены на интерфейс с сварщиком пятна, который удобен для ручной операции пусковой площадки.
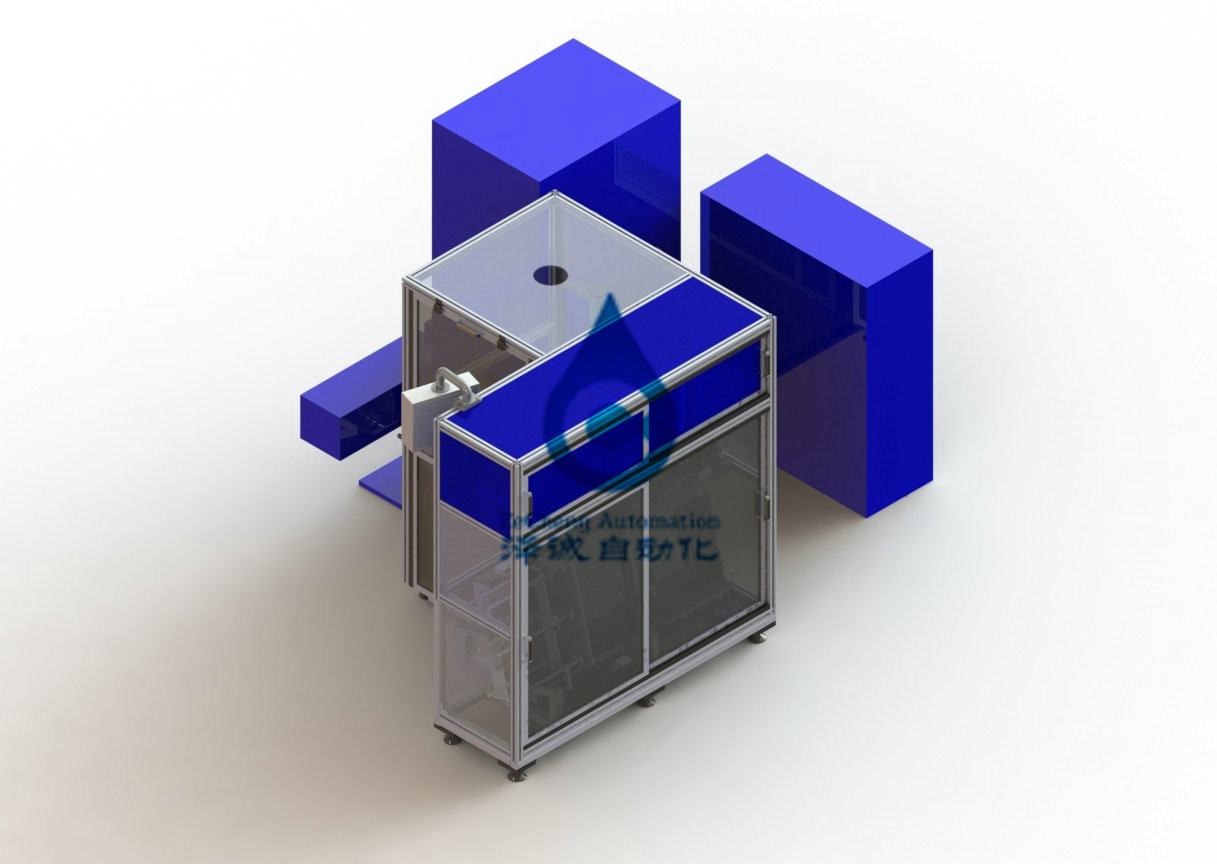
1.11.Генералекипмендавинг
![]()
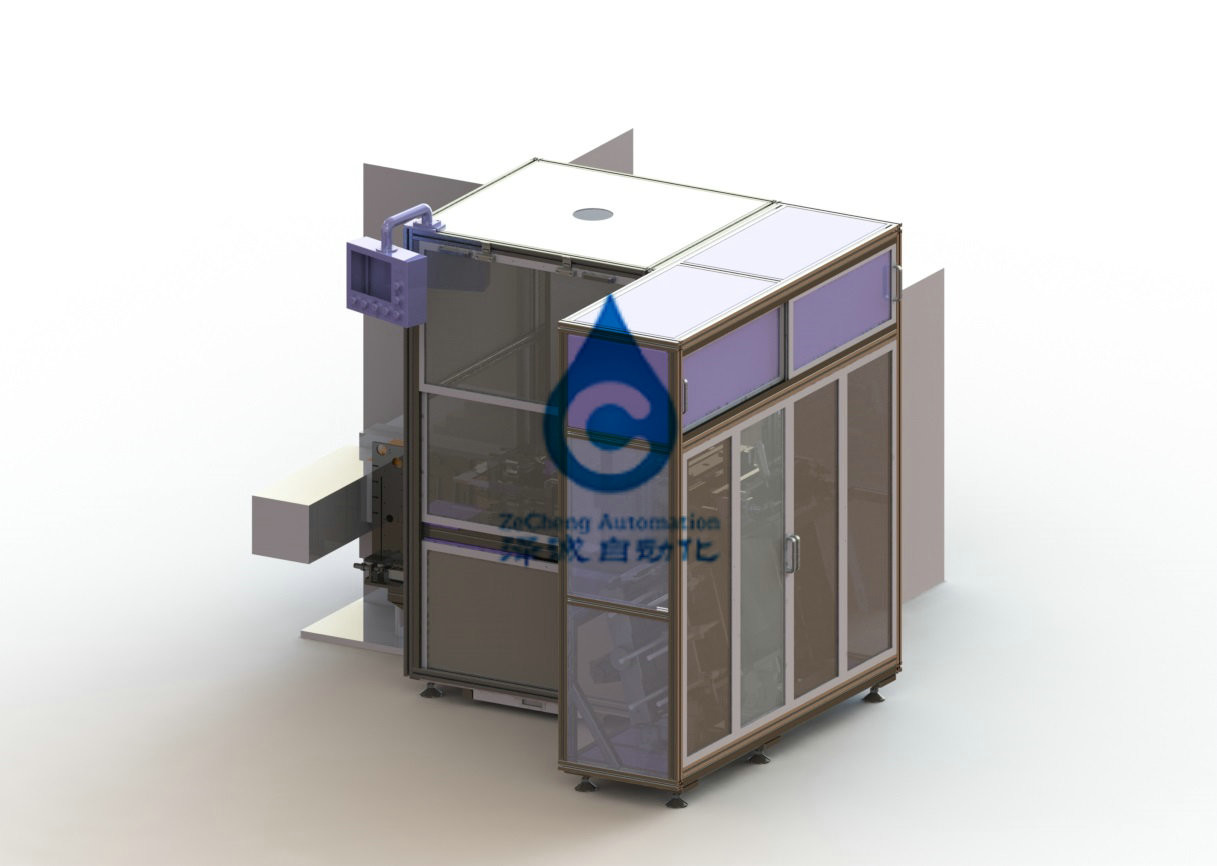
2. Завершите описание машины фидера плиты гнуть
2.1. Таблица главных компонентов оборудования фидера плиты гнуть
| Серийный номер | Состав системы | Системная конфигурация | Номер |
| 1 | Система шкафа | 1 набор | |
| Сваренная каркасная конструкция | 1 | ||
| Покрытый хром Кунтертопс А3 | 1 | ||
| 2 | Система снабжения жилищем | Алюминиевые профили и плексиглас | 1 набор |
| 3 | Питаясь система | 3 набора | |
| Мотор | 1 | ||
| Линейный подшипник | 2 | ||
| Плита поддержки | 6 | ||
| Винт шарика - с серебром | 1 | ||
| 4 |
Питаясь система манипулятора |
1 набор | |
| винт | 1 | ||
| Линейный ведущий брус - серебряная плакировка | 4 | ||
| цилиндр | 3 | ||
| 5 |
Питаясь система
|
1 набор | |
| цилиндр | 2 | ||
| Проверите компонент | 6 наборов | ||
| Линейный подшипник | 6 | ||
| 6 | Система гибочного штампа | 1 набор | |
| Газовожидкостный цилиндр ракеты -носителя | 1 | ||
| Куст проводника | 2 | ||
| цилиндр | 2 | ||
| 7 | Прикрывать систему сальто | 1 набор | |
| цилиндр | 1 | ||
| носить | 6 | ||
| 1 набор | |||
| 8 | Система нажима плиты | цилиндр | 1 |
| Нажмите нож | 1 | ||
| Линейный ведущий брус - посеребрите плакировку | 2 | ||
| 9 | Прикрывать транспортирующ систему | 1 набор | |
| цилиндр | 1 | ||
| Линейный ведущий брус - серебряная плакировка | 1 | ||
| электромагнит | 3 | ||
| 10 | Система управления | 1 набор | |
| ПЛК, омрон | 1 | ||
| Экран касания - схват тай куньлун | 1 |
2.2. Технические параметры оборудования
|
Спецификации машины проект |
ЗББЭ06Б-00 | |
| Технические параметры | Эффективность продукции | 12ППМ |
| Обжатая пневматическая система | Источник воздуха обеспеченный партией а | |
| Полная сила (кв) | 1,7 | |
| Нормальная работая сила (кв) | 1,5 | |
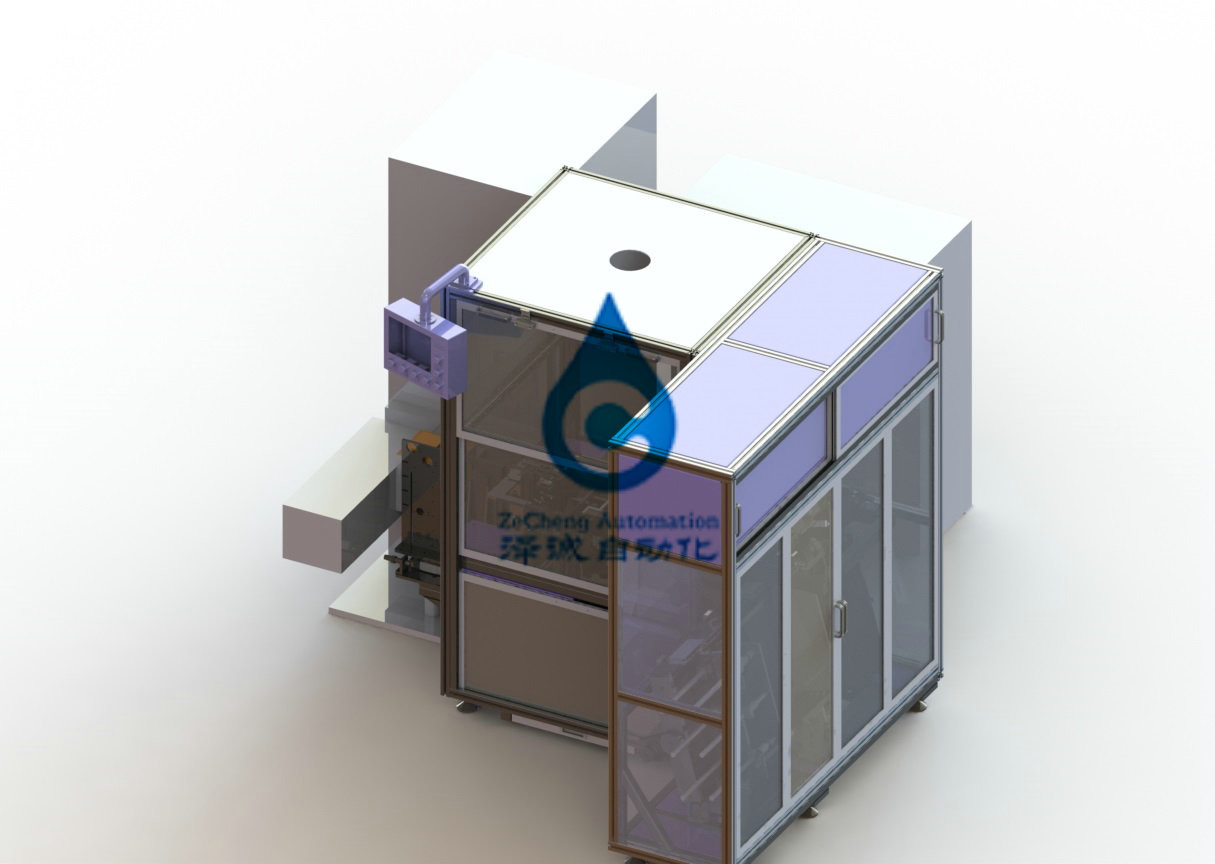
2.3. Основные части оборудования
2.3.1. Система рамки: сделанный заваркой квадрата 40кс40кс3, поверхность краски, главный цвет возникновения оборудования гсб05-1426-2001
8 ПБ07 освещают (железный) голубой цвет. Субстрат гальванизировать с стальной пластиной 25мм, общее возникновение красиво и структура стабилизирована.
2.3.2. Система крышки: разделом квадрата 40*40 алюминиевым, плексиглас плиты двери стеклянные ясные, польза вверх и вниз раздвижной двери и пути левой и правой раздвижной двери, над кабине хранения
2.3.3. Питаясь система: 3 станции с плитами различного веса. Согласно технологическим требованиям когда 3 пункта на экране касания установили каждое количество рабочего места питаясь, в принципе от первой станции начал принимать материал, примите первую установку станции и после этого примите второе положение, номер получил удаленный доступ к количеству второго положения установленному и после этого примите третью станцию, после третьей станции примите полную заварку плиты, так цикл. Каждый раз плита принята прочь, управленный винтом мотора, остальная плита поднимает к положению, и прибор сигнала тревоги когда никакой материал на станции. Число плит для каждой станции можно установить отдельно.
2.3.4. Питаясь система манипулятора: она свободна двинуть на 3 станции для того чтобы скомплектовать вверх материалы. Управляют движением в направлении кс главным образом винтом руководства мотором, и завершают движение в направлении ы 2 цилиндрами.
2.3.5. Питаясь система: ответственный за отправку плиты на следе в каждую станцию до обращая компонента, главным образом составленный компонента регулировки следа и компонента проверки питания. Регулировка следа использована для того чтобы отрегулировать ширину следа.
2.3.6. Гнуть система прессформы: когда плита нажата к станции прессформы, плита установлена волочением поляка располагая цилиндр, газовожидкостный цилиндр ракеты -носителя понижен для того чтобы сложить волочение поляка в 90 градусов, и давление газовожидкостного цилиндра ракеты -носителя 1Т.
прикрывая система сальто 2.3.7: слегка ударьте пластинку горизонтального отклонения 90 градусов, высосите плиту на плите сальто магнитом, и нажмите плиту сальто сальто цилиндра сальто оно 90 градусов.
2.3.8. Покройте систему нажима: после того как плита слегка ударена, плита нажата к плите поддержки прикрывая системы сальто системой нажима плиты. Это главным образом составленный цилиндр офпушинкнифеанд.
2.3.9. Материальная транспортируя система: нажатие плиты нажимая систему, с материалом плиты поддержки электромагнита транспортируя систему под двигать напротив плиты поддержки прикрывая сальто, проделывает брешь между как раз справедливо для толщины плиты, плитой нажимая систему для нажатия плиты в прошлом, электричеством электромагнита поглотить материал плиты транспортируя систему, и после этого отправляет его к станции заварки.
2.3.10. Система управления: машина оборудована с электрической панелью, переключателем утечки, электропитанием стабильности дк и другими компонентами цепи силы, ПЛК контроля, механизмом управления клапана соленоида и так далее. И внешнее соединение, используя соединители и терминальную таблицу. ПЛК принимает омрон. Кабели и воздуховоды между другим оборудованием связаны проволокой и пущены по трубам ниже. Вся система управления, переключатель, штепсельная вилка, обработка пыли пользы гнезда, предотвратить электрическое короткое замыкание.
2.4. Средства массовой информации энергии
Против 2.4.1. Электропитание
2.4.1.1. Напряжение тока АК380В, одиночная фаза, частота 50ХЗ; Качание напряжения чем ±10%.
воздух 2.4.2
2.4.2.1. Давление 0,4 | 0.6мпа, чистые сушат обжатый воздух.
2.4.2.2. Движение 30 Л/МИН.
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.
![]()
![]()
![]()













