




Вырезывание фидера плиты экрана касания гнуть автоматические и деятельность конюшни запись на ленту
1. Требования к дизайна фидера плиты гнуть
1.1. Оборудование соединено с сварочным оборудованием группы в составе поляка партия а, и свои скорость заварки и управление оборудования синхронизированы с сварочным оборудованием группы в составе поляка партия а, для того чтобы осуществить гнуть бара плиты соединяясь перед заваркой группы поляка и автоматически отправить ее к месту заварки сварочного оборудования. Не повредите выпуклые пункты после того как скрепленная плита согнута. Оборудование имеет высокую степень деятельности автоматизации, стабилизированных и надежных, и может соотвествовать партии а для 24-часового непрерывного производства.
1.2. Эффективность: 12 части плиты /min, (специфическая скорость соответствует одновременно сварочному оборудованию группы поляка партии а).
1.3. Оборудование может приспособиться к продукции разнообразие спецификаций продуктов, в процессе продукции оборудования для замены модели продукта, время требовало не больше чем 15 минут.
1.4. Входящий материальный метод пробела плиты батареи тип патрона, один патрон может держать 80-100 частей электрода в одно время. (высчитанный согласно толщине листа 6.5мм поляка)
1.5. Производственный поток: кормите → манипулятора → → манипулятора → коробки питаясь питаясь гнуть вращая автоматический питаться к сварочному оборудованию.
1.6. Особенности: автоматическая деятельность загрузки и разгружать, автоматического транспортируя, удобная и надежная, уменьшает ручную операцию и интенсивность, управление и эффективность работы синхронизированы с сварочным оборудованием группы в составе поляка А. партии.
1.7. Требования к предохранения от пыли:
1.7.1. Все оборудование должно иметь пылезащитную функцию, и должно быть танк собрания порошка под овербурден.
1.7.2. Все электроприборы будут пылезащитны, переключатель, гнездо и штепсельная вилка будет пылезащитна.
1.7.3. Руководства мотора должны иметь защитный рукав.
1.8. После того как дизайн будет закончен, чертежи будут подтвержены партией а как одно из дополнений к этому техническому согласованию.
2. Основные технические требования и параметры
2.1. Соответствующий для размеров плиты: ширина 60 | 171мм; Длина: 70 | 420мм (включая соединяющая накладка); Толщина: 1,5 | 7мм.
Соответствующий для шнуровать ширину плиты 30 | 60мм; Длина: 51 | 71мм; Толщина: 0,5 | 1.2мм.
2.2. Плита гнуть кормить каждые 12 части /min. Установите номер на экране касания. Когда установленное значение равно к расчетной величине, сигнал тревоги отсчета будет передан.
2.3. Автоматический набор поляка всасывания манипулятора помещен в располагая прессформе, и оборудование автоматически нагрузит и разгрузит индивидуальные части. После того как автоматический гнуть будет завершен, линейное питаясь автоматически двинет вперед одну станцию, поворачивает цилиндр 90° для поглощения и для отправки к сварочному аппарату для сваривать. (работа в этом цикле)
2.6. Гнуть обеспечивает что гнуть вертикальный и выпуклые пункты не повреждены.
2.4. Свяжите проволокой тело и поддерживая оборудование, синь света карты 8ПБ07 стандартного образца цвета фильма краски цвета гсб05-1426-2001 (железную).
2.5. Образец цвета фильма краски оборудования электропитания и шкафа силы гсб05-1426-2001 системы распределения силы стандартный чешет 82 И13 светлого - пожелтейте серый цвет. 3. фидер плиты гнуть главным образом составлен компонентов в части
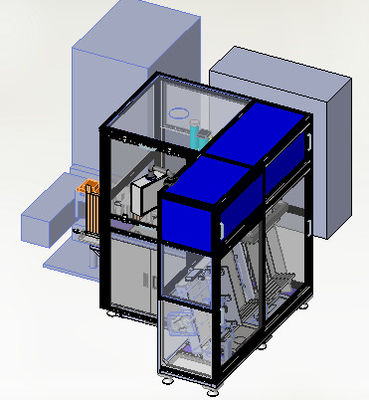
диаграмма оборудования 3,1 схематическая
3,2 технических параметра оборудования
|
Спецификации машины проект |
||
|
Технические параметры |
Эффективность (ППМ) | ≥12ППМ. |
| Вспомогательное время (с) | 2с (время переноса) | |
| напряжение тока | 220в | |
| Полная сила (кв) | 1.4кв | |
| Нормальная работая сила (кв) | 1.2кв | |
| Другие средства массовой информации энергии | Высушите обжатый источник воздуха | |
| Вес | 200кг | |
| Размер тела | 1500 (Л) С840 (В) С450 (Х) | |
3,3 главного компонента оборудования
| Серийный номер | Состав системы | Системная конфигурация | Номер |
| 1 | Система шкафа | 1 набор | |
| Сваренная каркасная конструкция | 1 | ||
|
Субстрат (плакировка плиты)
|
1 | ||
| 2 | Автоматическое питаясь собрание | 1 набор | |
| Цилиндр СМК | 1 | ||
| Цилиндр СМК | 1 | ||
| Цилиндр СМК | 1 | ||
| Линейный ведущий брус - серебряная плакировка | 2 | ||
| Линейный ведущий брус - серебряная плакировка | 1 | ||
| цыпленок | 1 | ||
| 3 |
Меля инструмент гнет собрание
|
1 набор | |
| Штемпелевать абразив | 1 | ||
| Газовожидкостный цилиндр ракеты -носителя | 1 | ||
| 4 | Равнопромежуточное собрание питания | 1 набор | |
| Цилиндр СМК | 1 | ||
| Равновеликая питаясь система | 1 | ||
| Цилиндр СМК | 3 | ||
| Линейный ведущий подшипник | 1 | ||
| 5 |
Окантуйте компонент
|
1 набор | |
| Цилиндр СМК | 1 | ||
| цилиндр 90° вращая | 1 | ||
| Линейный ведущий брус - серебряная плакировка | 1 | ||
| цыпленок | 1 | ||
| 6 | Операционная система | 1 набор | |
| Экран касания - схват тай куньлун | 1 | ||
| 7 | Система управления | 1 набор | |
| ПЛК, омрон | 1 |
949/5000
3.4. Описание основных частей оборудования
3.4.1. Система шкафа
Квадратная заварка принята для обеспечения стабильности всего оборудования. Поверхность покрашена. Главный цвет оборудования светлая (железная) синь гсб05-1426-2001 8 ПБ07. Субстрат гальванизировать на поверхности стальной пластины.
3.4.2. Автоматическое питаясь собрание
Ресипрокатинг система цикла питаясь принимает путь цилиндра нажимая, там 2 станции, одна ручной станция питаясь, один подниматься станции автоматический, и схватывать манипулятора. При работе, вручную нагрузите журнал заполненный с кусками поляка в располагая слот обеспечивая циркуляцию питаясь механизма, датчик обнаружения обнаруживает журнал на месте, и манипулятор начинает принимать материал. Когда часть поляка журнала принята вне, переднее расширение цилиндра нажимает журнал задней станции к рабочей станции.
3.4.3. Компоненты прессформы гнуть
Пробел плиты помещен на передаточном механизме материальным принимая манипулятором, и согнут на части гнуть механизма бежать на линейном ведущем брусе весны. Расположите ребристую плиту на изгибе. Гнуть требования 90 градусов, не повредить рему.
3.4.4. Питаясь манипулятор
Для того чтобы улучшить питаясь скорость пробела плиты батареи, метод прямой линии принят для комплектации вверх и вниз плиты электрода манипулятором, и метод электромагнита принят для того чтобы скомплектовать вверх плиту электрода.
3.4.5. Поверните питаясь манипулятора
Для того чтобы улучшить скорость питаться плиты батареи пустой гнуть, материал листа поляка схвачен манипулятором 90 градусов вращая, и хватка поглощена электромагнитом.
3.4.6. Прямолинейный материальный поднимая домкратом механизм
Поляк питаясь в журнале принимает прямолинейный замедляя механизм мотора к автоматически работающему для нажатия поляка до обеспечивает нормальный питаться в последовательности. Когда поляк совсем принят вне, прямолинейный замедляя механизм мотора нажимает назад к исходному положению завершить цикл деятельности.
3.4.7. Контроль электрических шкафов
Машина оборудована с независимой электрической доской, переключателем утечки, электропитанием стабильности дк и другими компонентами цепи силы, ПЛК контроля, реле, механизмом управления мотора, етк. и внешним соединением, используя соединители и терминальную таблицу. ПЛК ИСПОЛЬЗУЕТ ОМРОН. Потолок силового кабеля частично пефорирован. Кабели и воздуховоды между другим оборудованием связаны проволокой и пущены по трубам ниже.
4. Средство энергии
4.1. Электропитание
4.4.1. Напряжение тока АК220В, одиночная фаза; Качание напряжения чем ±10%.
4.1.2. Частота 50 хз.
4.2. воздух
4.2.1. Давление 0,4 | 0.45мпа.
4.2.2. Подача 10Л/мин.
5. Условия окружающей среды
Прибор может работать без барьера под следующими условиями окружающей среды.
5.1. Температура окружающей среды: 0 | 40℃
5.2. Влажность 30-80% но отсутствие конденсация.
6. Условие принятия оборудования
6,1 случайно представляют документы, инструменты и список запасных частей:
| Серийный номер | Материальное (материальное) имя | Дополнительные копии | Представьте время | заметьте |
| 1 | Особенные инструменты отладки и обслуживания | 1 набор/набор | Когда доставка | Один набор ключа шестиугольника в набор |
| 2 |
Руководство деятельности оборудования: (включая следующее)
руководство описания и деятельности оборудования 2,1;
ремонт и руководство по уходу и обслуживанию оборудования 2,2:
Введение к принципу деятельности оборудования; Общее устройств машинного оборудования и монтажная схема компонентов;
Спецификация обслуживания смазки; |
1 набор | Срок поставки или прежде чем оборудование будет поставлено для пользы | Электронный документ |
| 3 | Список упаковки и сертификат продукта | Когда доставка | ||
| 4 | Диаграмма электрической схемы, диаграмма программы ПЛК | 1 | После получать полную оплату | |
| 5 | Чертежи нося частей и запасных частей | 1 | Когда доставка |
Некоторые нося части обеспечены
Чертеж ПДФ |
6,2 документа принятия: документы пре-принятия и документы окончательного принятия оборудования.
принятие 6.2.1 модельное: 120-4
основа 6.2.2 принятий: принятие будет проведено согласно техническому согласованию.
6.2.3 критери по пре-принятия
пре-принятие 6.2.3.1 будет проведено на месте партии б;
6.2.3.2 оборудование закончено и в хорошем состоянии, в соответствии с уместными обеспечениями контракта и технического согласования;
пре-принятие 6.2.3.3 главным образом проводит принятие различных функций, технических индикаторов и возникновения оборудования, и более добавочно регулирует неправомочные детали согласно требованиям А. партии. Товары будут поставлены после того как регулировка будет одобрена А. партии.
сводка принятия формы 6.2.3.4 пре-принятия;
6.2.4 критери по окончательных принятия
6.2.4.1 материалы используемые для проверки соответствия условиям соотвествует этого согласования;
официальное признание 6.2.4.2 оборудования после 2 дней непрерывного производства, и работы в непрерывном режиме на 3 часа на принятии;
принятие 6.2.4.3 будет проведено инженерно-техническим персоналом обозначенным обеими партиями и отчет о принятия совместно будет подписан.
7. Права и обязательства обеих партий:
| 号 серийного номера | проект | Партия ответственности | Заметьте ("кскс «середины предпринимая партия) | |
| Парты а | Парты б | |||
| 1 | Конструкция учреждения | О | Инструмент как нужно | |
| 2 | Отрегулируйте материалы машины на месте партии б | О | Обеспеченный на получении извещения о б партии | |
| 3 | переход | О | ||
| 4 | Разгружая регуляция | О |
Установите и обеспечьте положение установки
|
|
| 5 | Условия оборудования поддерживая | О | ||
| 6 | Конструкция трубопровода для воздуха | О | Необходимо давление быть стабилизировано, и источник воздуха встречает | |
| 7 | Электрическая конструкция | О | требования родственных параметров. | |
| 8 | Установка и отладка | О | О |
Арранге связало операторы, персонал обслуживания и техники для того чтобы объединить. |
| 9 |
Тренировка:
9,1 оператора и персонал службы безопасности поезда правильно
Деятельность оборудования, обеспечить что штат смогите правильно и быстро общаться с отказом оборудования; 9,2 тренировка включают всю систему управления,
Поддерживайте знание механических систем и обеспечивайте учебные материалы;
тренируя влияние 9,3: операторы умелый в деятельности,
Персонал службы безопасности может отрегулировать общие отказы. |
О | О |
Парты а обозначит операторов,
Обслуживающий персонал. И зафиксированный, не смогите быть заменено по желанию; Обеспечьте 2 свободных возможности обучения (тренировку в партии а). |
| 10 |
118/5000
Статья конфиденциальности:
12,1 любое обеспечение сделанное партиями к другой партии
Технические данные будут сдержаны конфиденциальной и не будут переданы или не будут показаны к любой третьей стороне в любом случае без одобрения другой партии;
12,2 патент оборудования принадлежат для того чтобы парты б, и парты обещания не скопировать такое оборудование в одиночку или позволить любой другой третьей стороне скопировать такое оборудование, в противном случае, оно принесет все потери причиненные для того чтобы парты Б. |
О | О | |
|
11
|
Послепродажное обслуживание:
подпись 13,1 будет сделана из сводки окончательного принятия
Партия б будет ответственна бесплатно и своевременная гарантия за не-личные недостатки не позднее один год (партия б приедет на место партии через 24 часа после получать извещение от партии а);
13,2 в случае больше чем одного года, партия б быстро
Ремонт, только цена обязанности; |
О
|
О | |
| 12 |
Обновление продукта:
Должный для того чтобы парты развитие б техническое, модернизировать оборудования и улучшение представления, партия б будут ответственны за модернизировать по запросу партии а, и партия б только поручит цену преобразования |
О | О | |
512/5000
8. Права интеллектуальной собственности
8.1. Моделирование продукта, который включили в это техническое согласование и права интеллектуальной собственности, который содержат в чертежах дизайна и другие материалы обеспеченные партией а имеются А. партии без разрешения партии а, партии б не покажет к любой компании или индивидуальный, в противном случае, все потери возникая терефром будут принесены партией б; Парты единственное соглашает что партия б будет использовать все материалы и информацию обеспеченные партией а для целей хэройндер.
8.2. Чертежи дизайна и патенты оборудования имеются партией б, и парты а не позволят другим изготовителям или не скопируют в одиночку для произведения оборудования. В противном случае, парты б будет вправе партия владением подотчетное и принесет все потери причиненные для того чтобы парты Б.
9. Разрешение спора
Любые оспаривают возникать от или в связи с этим согласованием установит партиями через переговоры или посредничество. Если никакой результат приемлемый к обеим партиям не достигается через переговоры или посредничество не позднее 2 месяца, то сказанный спор будет установлен арбитражем в соответствии с регулировками арбитража контракта Китайской Республики.
10. Нарушение контракта и пассив
Обе партии должны строго выполнить их соответственно обязательства. Если одна партия пробивает брешь основные обеспечения согласования, то другая партия будет вправе прекращает согласование.
И будет вправе компенсация заявки от другой партии, количества заявки согласно уместным обеспечениям экономического договорного права.
11. Другое
11.1. Это техническое согласование и свое дополнение будут как действительны как контракт заказа за основа для производства и принятия оборудования.
11,2 это согласование сделано в дубликате, с партией держа один экземпляр и партией б держа один экземпляр. Он вступает в силу на быть подписанным и загерметизированным утвержденными представителями обеих партий.
11,3 дела не предусматриванного в этом техническом согласовании будут установлены обеими партиями через переговоры.
Парты а: ********** * партия б электропитания: КО. автоматизации зеченг Шэньчжэня, КО. оборудования компании технологии ЛТД, ЛТД.
От имени: От имени:
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













