
Полностью автоматическое сборочное оборудование батареи машины замотки создания фильма
1,1: введение к функциям и принципам прибора
Этот прибор интегрирует функцию создания фильма и функцию замотки клетки батареи лития. Для того чтобы испытать положительные и отрицательные электроды батареи, ухо электрода будет отрезано в производственном процессе (длину уха электрода можно отрегулировать). Ультразвуковой сварщик сварит ухо электрода и прикрепит защитную ленту. После завершения производственного процесса, оборудование автоматически обмотает часть поляка и диафрагма, наклеивает прилипатель стопа. После обматывать и формировать, клетка передана передаточным механизмом. Процесс передачи содержит горячее отверстие, обнаружение короткого замыкания, отвергает неполноценные продукты и другие механизмы для предотвращения неполноценных продуктов от пропускать в следующий процесс.
1,3: параметры оборудования технические
нагружая материальная спецификация 1.3.1:
| Номер переченя смертной казни через повешение | Ширина (мм) | Толщина (му) | Длина (мм) | Максимальный материальный диаметр | Ядерный диаметр | |
| Часть положительного поляка | 1 | 55-60 | 60~300 | 500-1200 | φ450 | φ76.2 |
| Часть отрицательного поляка | 1 | 55-60 | 60~250 | 500-1200 | φ450 | φ76.2 |
| Диафрагма | 2 | 55-62 | 16~25 | ----- | φ300 | φ76.2 |
| Ухо положительного поляка | 1 | 4 | 80~150 | 40-70 | φ300 | φ76.2 |
| Ухо отрицательного поляка | 2 | 4 | 50~100 | 40-70 | φ300 | φ76.2 |
| Лента уха положительного поляка | 2 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Лента уха отрицательного поляка | 4 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Положительная лента выталкивателя | 1 | 10~15 | 20~100 | | | φ200 | φ76.2 |
| Проверите ленту | 1 | 20-60 | 20~70 | 30~60 | φ200 | φ76.2 |
спецификация пятна ультразвуковой заварки 1.3.2
1) бренд и количество ультразвукового сварщика
Положительный электрод: 1 сварочный аппарат популярной науки супер
Отрицательный электрод: 2 сварочного аппарата популярной науки супер
2) требования к пятна заварки
Прокладка положительного поляка 3мм×25мм; Отрицательный поляк 3мм×4мм, и полная длина 4 пунктов 25мм.
3) срок службы головы заварки
Положительное ≥ головы заварки электрода 700 000 раз; Отрицательное ≥ головы заварки электрода 120 000 раз (одиночная сторона);
4) количество приполюсных ушей
Один положительный поляк, 2 отрицательных поляка;
процесс 1.3.3 защитного прилипателя для заплаты поляка
1) группа в составе пары положительного поляка;
2) 2 группы в составе отрицательный поляк можно наклеить совместно для того чтобы не достигнуть никакого крепят на клею снаружи наружного уха поляка, т.е., только 3 части клея можно наклеить.
размер 1.3.4 игл
Диаметр иглы: 3.5мм; Соответствующий для замотки 18650 клеток.
1.3.5 требования к точности продукта
1) отступление между длиной и точностью положения положительных и отрицательных ушей поляка заварки ≤±0.5мм;
2) отступление точности положения защитной ленты ≤±0.5мм;
3) отступление точности выравнивания замотки (за исключением ошибки причиненной материальной точностью)
Позитв/выворотное клише: ≤±0.3мм
Отрицательный фильм/диафрагма: ≤±0.3мм
4) отступление в направлении длины положительных и отрицательных поляков
5) продольный заусенец ножниц поляка: ≤10ум
6) положительная и отрицательная сваривая полезная площадь (толщина 0.1мм уха электрода): ≥70%
7) приполюсный заусенец ножниц уха: ≤15ум
8) ошибка длины ножниц листа поляка (соответствие к точности покрытия): ≤±0.5мм
9) жизнь резца уха поляка: 1 миллион времен
10) жизнь резца куска поляка: 300 000 раз
11) жизнь резца диафрагмы: 2 миллиона времена
12) горячий тариф пропуска отверстия: 99,8%
13) тариф измерения утечки короткого замыкания: 99,8%
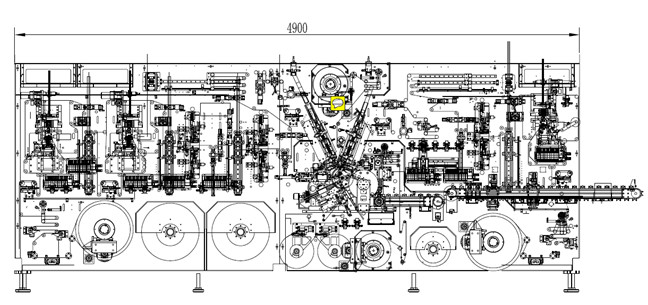
общий размер 1.3.6 оборудования: длина высоты 5000 мм× ширины 1950 мм× 2200 мм (исключая сверхнормальной длины дишаргинг части).
1.3.7 чистых веса оборудования: 6000КГ.
сила 1.3.8 поставок: АК 220В± 10% 50Хз.
сила 1.3.9: полная сила: 15КВ.
источник воздушного давления 1.3.10 поставок: воздушное давление 0.5мпа (5кг/к㎡); Необходимый тариф воздушных потоков: 600НЛ/мин (стандартный литр).
1.3.11 температуры и экологических требования:
Используйте окружающую среду (согласно ДЖИСБ3502)
(1) температура окружающей среды: 0 | 55℃;
(2) там должно быть никакими коррозионным газом или горючей окружающей средой, никакой пылью и другой жесткой окружающей средой.
цвет прибора 3.3.3.12: беж высоко-лоска
шум оборудования 3.3.3.13: ≤75дб.
емкость 1.3.4 оборудования
1. Производственная мощность
Поляк ППМ 700мм ≥ 27 скорости продукции длинный (аутсорсинг диафрагмы, ухо положительного поляка 1; Один или два отрицательный поляк
Очень ухо)
Поляк ППМ 900мм ≥ 20 скорости продукции длинный (аутсорсинг диафрагмы, ухо положительного поляка 1; Один или два отрицательный поляк
Очень ухо)
Примечание: за исключением материальных дефектов, оба условия должны быть удовлетворены.
2. Зерн-двигая ≥ 95% тарифа
Выход = количество фактического производства (скорость продукции оборудования * фактическое время выполнения).
3. ≥ 98% выхода
Выход = количество хорошего/фактического производства (исключая материальных дефектов).
3.3.5: классифицированное описание структуры оборудования
1. Часть поляка транспортируя (положительные и отрицательные части эти же): она составлена рамки разматывать, управления напряжения, прибора удаления пыли, прибора отступления выпрямляя, направляя прибора, етк.
1) рамка разматывать: рамка разматывать одиночная консольная и двойная структура поддержки, которая управляется мотором сервопривода ак в центре, с активный разматывать, и оборудована с автоматическим механизмом коррекции отступления, и пневматическая автоматическая затягивая замотка с клапаном управления воздушным движением;
2) регулятор напряжения: через потенциометр соединенный с рукой качания с отступлением положения контроля, напряжение можно отрегулировать;
3) прибор удаления пыли: прибор принимает щетки управляемой всасывание мотором и отрицательного давления для того чтобы извлечь пыль с обеих сторон поляка, с высокой эффективностью удаления пыли;
4) прибор отростчатого отступления выпрямляя: прибор составлен 2 механизмов: обнаружение и исполнение. Обнаружены, что датчиком стекловолокна определяет край ссылки части поляка возмещена ли часть поляка. После этого контролируйте генератор для того чтобы выпрямить отступление;
5) прибор поляка питаясь: прибор управляется мотором сервопривода, который точно вводит поляка в обматывая часть для обеспечения распределения и располагать поляка и автоматически компенсирует;
6) диафрагма транспортируя: она составлена рамки разматывать, управления напряжения и других приборов. Рамка разматывать, управление напряжения это же как станция разматывать листа поляка.
2. Механизм заварки уха поляка
2 набора отрицательных ушей подачи электрода, сваривая механизма, прибора вырезывания отрицательной длины уха электрода установленной питаясь, положительной разрядки уха электрода и имеют механизм приполюсного уха выбивая. Положительный поляк набор уха поляка питаясь, сваривая механизма, и содержит механизм покрытия.
3. Механизм защитной ленты уха поляка
Набор приполюсного затира уха, набор позитва 1 недостатка 2 приполюсного затира уха, приполюсный затир уха главным образом использован на приполюсном затире уха.
4. Часть замотки: эта часть принимает режим замотки 3-станции 3-штыря, односторонний пневматический чертеж иглы, замотку иглы и роторная голова управляется мотором сервопривода ак, положением угла и линейную скорость может быть режимом автоматического управления короткозамкнутого витка, положительным поляком сперва внутри, отрицательный поляк сперва в 2 путях можно установить свободно.
1) положительный и отрицательный поляк режа: примите ссиссор резать, здесь оборудует с прибором удаления пыли поляка;
2) вырезывание диафрагмы: пневматическое вырезывание с ножом горы;
3) резать ленту: пневматическое вырезывание с ножом горы;
4) прикрывать: используя механический подрезать. В процессе питаться, пневматическая струбцина использована для того чтобы зажать электрическую клетку и после этого свертываясь спиралью игла вращана для того чтобы осуществить сквозное отверстие, и она имеет функцию горячего отверстия. Когда оборудование ИСПОЛЬЗУЕТ функцию сквозного отверстия и горячего отверстия, влажная диафрагма необходима. Если процесс клиента требует пользы сухой диафрагмы, то игла должна регулярно быть распылена с агентом отпуска фильма. Обнаружение короткого замыкания во время прикрывать. Детектор короткого замыкания: дк 100в-500в регулируемый; Течение, микроамперы 1 микроампере-9.
5. Остановите прибор ленты питаясь: пассивный метод разматывать, полный разматывать, голова прессы, вырезывание цилиндром, длина ножа горы замотки ленты можно установить по мере необходимости.
6. Транспортировать разделяет в части: прерывистая конвейерная лента принята, которая в линии с ударом всей машины, и аранжирована горизонтально. Материалы дишаргед на правильной стороне оборудования, квалифицированные продукты и неполноценные продукты проверены, квалифицированные продукты поставлены к станции собрания, и неполноценные продукты падают в коробку сбора отходов.
7. Описание структуры машины
1) рамка сделана сваренных стальных профилей и обработана путем стареть. Доска стены сделана из высококачественных стальных пластин и 2 стороны смолоты с высоким планенесс и хорошей структурной ригидностью для обеспечения точности деятельности.
2) ролик проводника: поверхность алюминиевого сплава обработана суперхард оксидацией, с высокой поверхностной твердостью и не легкий для того чтобы нести;
3) электрический распределительный ящик расположен внутри машины, оборудования и проводка разделена в функциональные блоки, сильный ток и отделено слабое течение, оно имеет функции защиты перегрузки короткого замыкания, утечки силы и равной потери;
4) дизайн интерфейса человеческ-машины хуманизед и научен, и положение недостатка можно показать;
5) оно оборудован с функцией сигнала тревоги ломать ленту и использования вверх по материалу, и машина остановит автоматически для обеспечения непрерывной завальцовки материала;
6) она оборудована с ядровыми и светоэлектрическими функциями обнаружения функций сигнала тревоги (короткого замыкания, меньшего уха поляка, соединения пояса, етк.); Функция сброса; С диафрагмой, позитв и выворотное клише могут иметь одиночную функцию крена;
7) она имеет функцию считать быть законченным - продукты и измерять длину частей поляка;
8) оборудование имеет эффективные объекты предохранения от безопасности.
Иии. оперативная среда оборудования
1. Вес оборудования: 500-1500кг в блок;
2. Температура окружающей среды: определенный окружающей средой фабрики партии а;
3. Поставка контрольных полномочий: трехфазное 380В, 50ХЗ, ряд качания напряжения 5КВА: + 10%-10%;
4. Обжатый воздух: после сушить, стабилизация фильтрации и давления: давление выхода больше чем 6.0кг/км 2;
5. Вакуум: источник вакуума будет обеспечен партией а, ≦ -80кпа;
6. Парты а обеспечит что воздух на месте беспрепятственн;
Ив. установка, отладка и тренировка
1. Если в противном случае требовать в сочинительстве, не будет парты а будет ответственен за получать, распаковывать и транспортировать машины к месту установки.
2. Партия б будет ответственна за установку, отладку и системную интеграцию оборудования.
3. После того как установка будет выполнена, обе партии проводят пробную продукцию оборудования в небольших сериях. Оньлы афтер оборудование квалифицировано и одобрено партией а, можно оборудование официально масс-произвести.
4. Партия б обеспечит тренировку для персонала партии а бесплатно. Содержание включает нормальные пользу, обслуживание, анализ недостатка и диагностику, деятельность оборудования
Безопасность и чрезвычайные процедуры.
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













