
Фидера порошка машины впрыски большой емкости структура жидкостного автоматического простая
Батарея никеля кадмия, производственная линия зародыша плиты железной батареи никеля полноавтоматическая
Техническое согласование для карманной производственной линии плиты батареи
1. требования к дизайна для производственной линии плиты батареи сумки печатают
производственный процесс пробела 1.2.Плате: стальная прокладка под рамкой и формой прокладки для того чтобы заполнить шабер порошка, напудренного и вторичного заполняя порошка (-)– поднимающее вверх с рамкой - вверх и вниз прокладки ориентированное слияние - - подготовьте в рте - наружной бабе, который нужно согнуть (- > ясный порошок), толпить рте - отрезанном - верстак загрузки (небольшого хранения) (9 м) - произношение по буквам статьи - выбивая - отрезок - плита продолжает доставку. Производственной линии пробела выворотного клише только нужно приправлять раз, никакие вторичные упаковка и порошок.
требования 1.4.Перформансе плиты прикрывают производственную линию: 1,3 под нормальными условиями продукции. Требования статьи; Каждые регулированный механизм части, питаться, питаться порошка и пакуя механизм, формируя механизм комбинации, механизм ножниц давления, требования стабильности и надежность, легкие для того чтобы работать; Все двигающие части будут иметь разумный, надежный и удобный механизм смазки.
1.5. Предохранение пыли:
1.5.1. Производственная линия должна иметь надежные пылезащитные объекты, и пылезащитные объекты резервируют забор воздуха; Должно быть материальный танк собрания под каждой стороной деятельности, которая требует полного собрания и удобной деятельности. Дверь безопасности полностью пылезащитной крышки должна быть тверда и надежна, удобна для того чтобы работать и поддерживать.
1.5.2. Все электрические объекты, переключатели, гнезда и штепсельные вилки будут пылезащитны и взрывозащищенны. Шнур питания будет иметь защитный чехол.
1.6. После того как дизайн будет закончен, чертежи конструкции будут подтвержены и будут подписаны партией а и будут прикреплены к этому техническому согласованию.
линия автоматического производства 1.7.Плате оборудование:
| НЕТ. | Отростчатое имя | Девисенаме | Емкость оборудования | Количество (наборы) | Примечания |
| 1 | Материал нагрузки | Автоматический фидер порошка | 250кг /netx | 2 | Автоматическая загрузка |
| 2 | Порошок пакета | Машина для упаковки порошка плиты автоматическая | ≤20м/мин регулируемое | 2 | |
| 3 | нагружать | Станция загрузки | 9м | 1 | Отсутствие конвейерной ленты ролика силы |
| 4 | Отсутствие конвейерной ленты ролика силы | Машина ножниц сплайна | ≥25 次/мин | 1 |
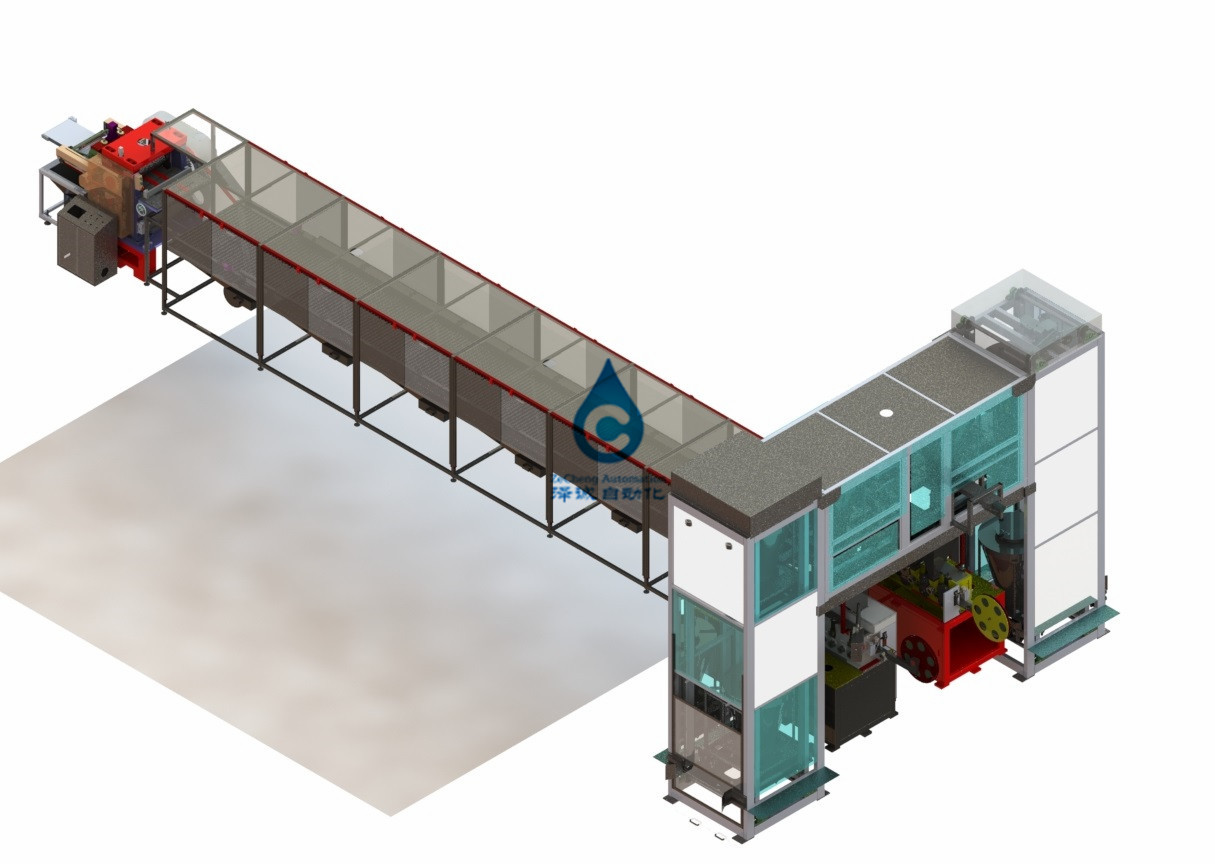
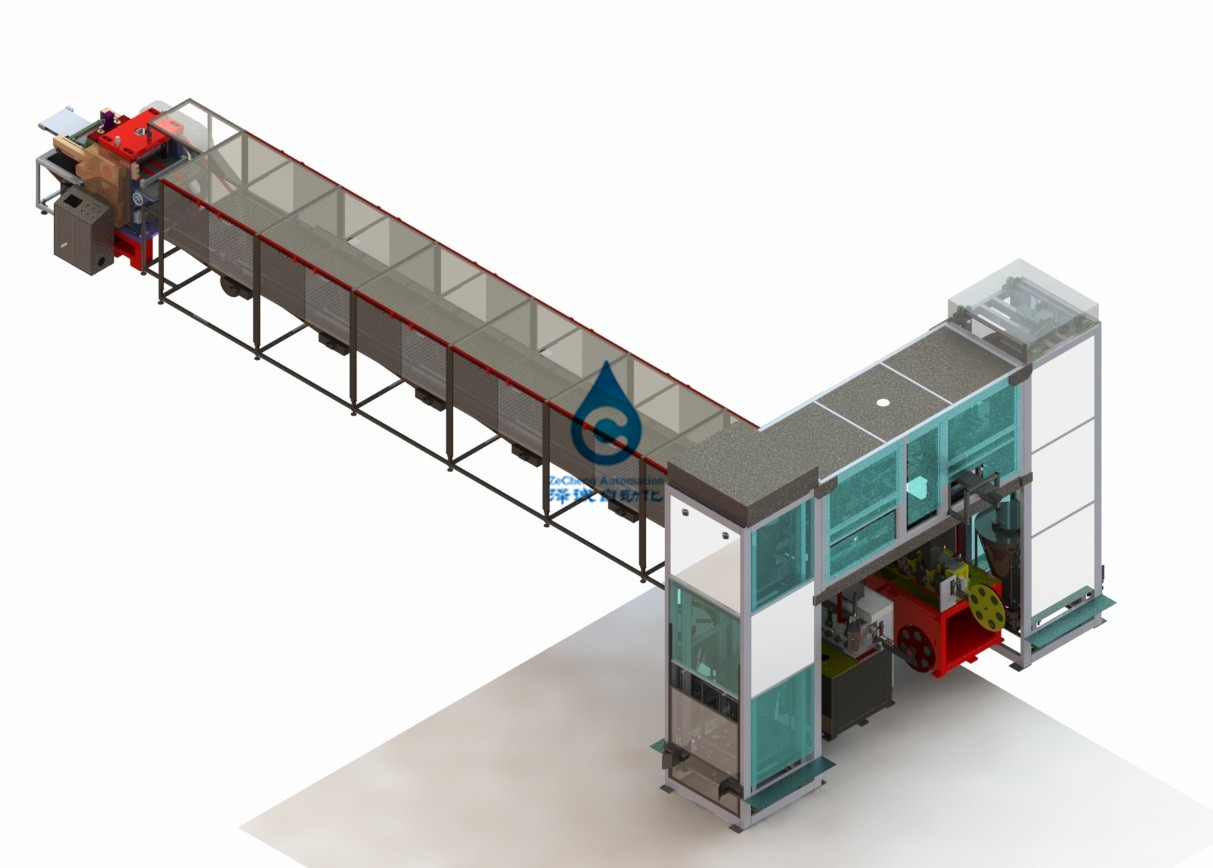
1,7. Сборочный чертеж оборудования
основные оборудование 2.Тхэ и объекты производственной линии для пробела пусковой площадки батареи сумки
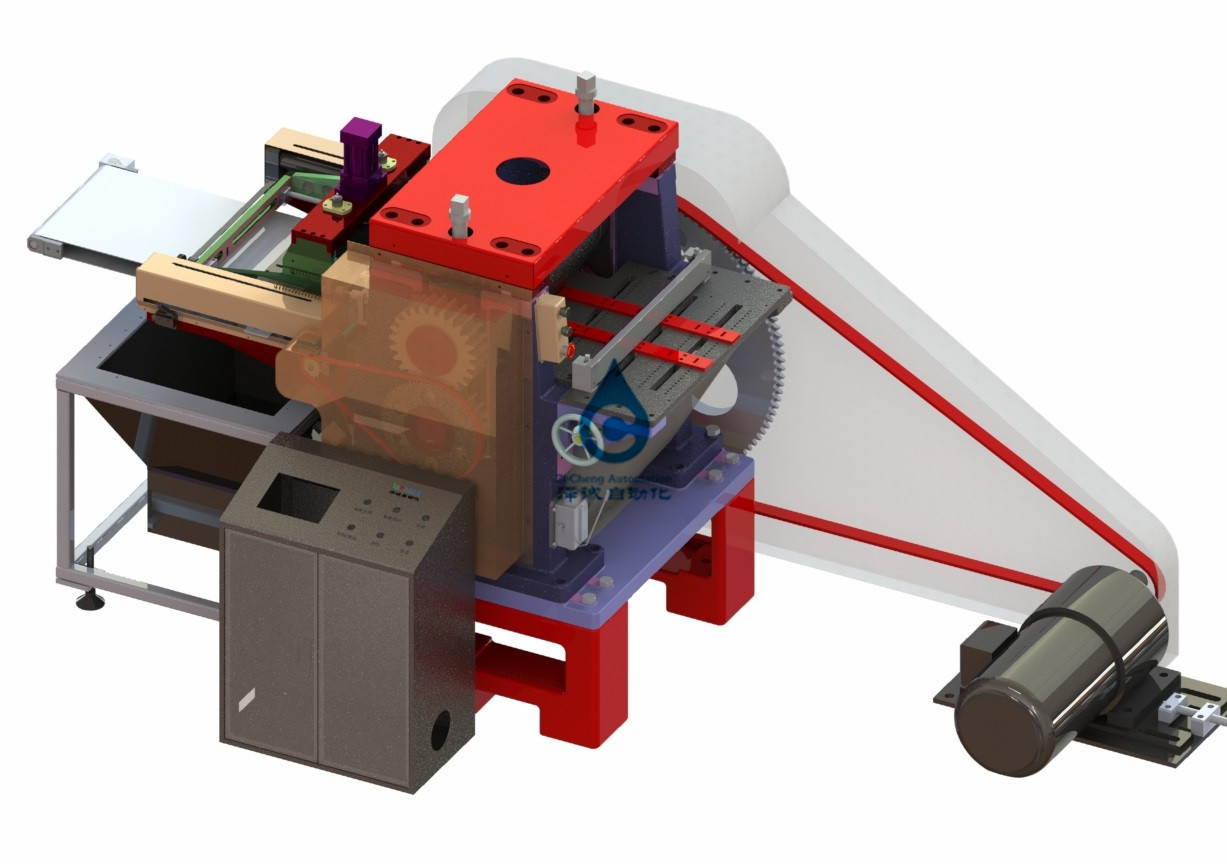
2.1.Ауто-федер
требования 2.1.1.Десинь
2.1.1.1. Работники будут заполнены с материалом герметизировать автомобиль (нагрузку материального веса около 250 кг) к платформе и замку подъема автомата питания, начинают автоматическую питаясь машину, герметизируя автомобиль до максимума, приводы мотора автомобиль для того чтобы двинуть горизонтально исправленный выход хоппера, фиксированный интерфейс хоппера автоматически поднимают и автомобиль дишаргинг стыковка рта, запечатывание клапан выхода автомобиля раскрывает автоматически, автоматический материал в фиксированное внутри хоппера, весь процесс уплотнения, никакая материальная утечка.
2.1.1.2. Особенности: автоматический питаться, автоматическая доставка, уменьшает ручную операцию, обрабатывает запечатывание, уменьшает загрязнение пыли.
части 2.1.2.Майн оборудования
| Нет. | Состав системы | Системная конфигурация | Количество |
| 1 | Система шкафа | Сваренная конструкция рамки | 1 |
| Мотор АК | 4 | ||
| Привод с цепной передачей | 4 | ||
| Коробка передач уменьшения | 4 | ||
| Загерметизируйте гнездо подшипника | 8 | ||
| Захватывающий механизм | 2 | ||
| Цилиндр воздуха | 2 | ||
| 2 | Герметизировать автомобиль | Герметизировать автомобиль | 4 |
| Запорная заслонка | 4 | ||
| Экипаж запечатывания | 4 | ||
| Пустой | 4 |
2.1.3. Технический параметр
|
Спецификации Деталь |
ЗЛА01А |
| Эффективность | Одиночная питаясь скорость вагонетки о 250кг и < 20min=""> |
| Полная сила (кв) | АК380В, 50ХЗ 1.5КВ |
(кв) |
АК380В, 50ХЗ 1КВ |
|
800КГ |
| Достижимый объем производства экипажа запечатывания | 辆 250КГ/ |
диаграмма 2.1.4.Экипмент
части оборудования 2.1.5.Майн
2.1.5.1. Система рамки: направьте сталь, я-сталь сваренная структура, стабилизированный и надежный; Мотор питания поднимаясь принимает переменный мотор частоты, скорость регулируема, и ведущий брус на обеих сторонах принимает структуру я-стали, которая стабилизирована и надежна в поднимаясь процессе. Вся рамка загерметизирована с прозрачной плитой ПЭ, с загерметизированной дверью на обеих сторонах, которая удобна для обслуживания.
2.1.5.2. Экипаж запечатывания: рамка экипажа запечатывания сделана 8040 квадратных заварок, 4 колес кардан нагрузк-подшипника на дне, и хоппер сделан из нержавеющей стали зеркала. Выгрузочное отверстие экипажа запечатывания с переключателем разрядки клапана штепсельной вилки, уплотнением обложки. Отрицательный материальный автомобиль запечатывания оборудован с прикрывая смесителем.
машина упаковки 2.2.Повдер
2.2.1. Требования к дизайна
2.2.1.1. Эта машина соответствующая для продукции небольшой прокладки низкой, средней и высокой плиты батареи коэффициента. Просто и удобно отрегулировать и заменить колесо тоолинг. Стабилизированная и надежная деятельность оборудования; Выполните деятельность смазки, надежных и легких; Богатое материальное собрание закончено, надежно и удобно. Процесс покрытия порошка унесен под загерметизированной окружающей средой для уменьшения загрязнения пыли. Двери и Виндовс загерметизированы с панелями органического стекла для легких замечания, отверстия и заключения. Пылезащитный объект закончен, удобен, надежен и красив.
2.2.1.2. Технологический процесс: понизьте стальной узловой шпангоут, более низкий стальной формировать, первичную завалку порошка (шабер), размельчение, вторичную завалку порошка (шабер), верхний стальной узловой шпангоут, сочетание из верхнее и более низкое стальное пояс, направляя, край тяги, гнуть, штранг-прессование, режа.
2.2.2. Главные компоненты оборудования
| Нет. | Состав системы | Системная конфигурация | Квантииты |
| 1 | Шкаф | 1сет | |
| квадратная структура скелета заварки 8040 | 1 | ||
| Стальная пластина столешницы А3 | 1 | ||
| Управляющее устройство | |||
| Собирая танк | 1 | ||
| Противопыльный кожух | 1 | ||
| 2 | Фиксированный ящик | 1 набор | |
| Ящик нержавеющей стали | 1 | ||
| Соединение расширения | 1 | ||
| Постоянн фидер тарифа | Анод снаружи | ||
| Риддлер | Анод снаружи | ||
| Транспортер | Анод снаружи | ||
| Механизм стреловидности транспортера | Анод снаружи | ||
| Собирая танк | Анод снаружи | ||
| Противопыльный кожух | Анод снаружи | ||
| 3 | Релер прокладки | 2сец | |
| Механизм разматывать трения | 4 | ||
| Механизм направляющего ролика | 16 | ||
| 4 | Формировать систему порошка | 2сец | |
| Танк | 2 | ||
| Система передачи, мотор преобразования частоты ак, шестерня | 2 | ||
| Система смазки | 2 | ||
| Механизм колеса тоолинг регулируя | 4 | ||
| Формируя тоолинг | 2 | ||
| Раз заполняйте хоппер и выскабливайте регулятор | 1 | ||
| Напудренный тоолинг | 2 | ||
| Хоппер Рефилл и регулятор шабера | 2 | ||
| Слияние тоолинг | 2 | ||
| Изрекать тоолинг | 2 | ||
| Тоолинг наружной бабы | 2 | ||
| Гнуть тоолинг | 2 | ||
| Толпить тоолинг рта | 2 | ||
| 5 |
Система выключения |
2сец | |
| Линейная дифференциальная система компенсации | 2 | ||
| Приводной механизм цилиндра | 2 | ||
| Механизм выключения цилиндра | 2 | ||
| 6 |
Система контроля за обеспыливанием воздуха
|
2Сец | |
|
Система контроля за обеспыливанием воздуха |
2 | ||
| Механизм спасения порошка | 2 | ||
| 7 | Система управления | 2 набора | |
| ПЛК Омрон, Панасоник | 2 | ||
| Независимый электрический шкаф | 2 | ||
| 8 | Операционная система | 2 набора | |
| Экран касания - схват тай куньлун, е-взгляд | 2 |
|
Спецификации Деталь |
ЗМЭ01А | |
|
Технические параметры |
Эффективность | ≥20м/мин регулируемое |
| Работая зазор колеса тоолинг | Регулируемое (эффективный ряд регулировки) 0 | 4мм | |
| Материальное заполнение | Регулируемый | |
| Внутренний и наружный диаметр стальной ленты | Внутренний диаметр 200мм, наружный диаметр 600мм, | |
| Обжатая пневматическая система | Источник газа обеспеченный партией а (со своим собственным баком для хранения в регулируемой газовой среде) | |
| Полная сила (кв) | 5,5 | |
|
5,5 | |
Система шкафа 2.2.5.1:
2.2.5.1 .1 объявления структуры: Структура заварки пользы 80120 квадратная, поверхностная краска выпечки, главный цвет сини света возникновения ГСБ05-1426-20018 ПБ07 оборудования (железной). Панель таблицы сделана из 20 толстых стальных пластин. Материальный паз собрания сварен с плитой нержавеющей стали. Управляющее устройство управляется мотором через шестерню к коробке главной передачи, управляя каждым колесом тоолинг.
2.2.5.1 .2 схематических диаграммы:
2.2.5.2 исправило ящик
объявление 2.2.5.2 .1Структуре: Оно принимает гибкую систему соединения, с кольцом запечатывания на конечной грани, и материал запечатывания в прикрывая разделе автомобиля запечатывания. Равномерный питаясь механизм материала порошка управляется переменным мотором изменяемой скорости частоты, и скорость вращения можно отрегулировать на экране касания. Материал после питаться с равномерной скоростью вибрирует через противовибрационный щит 10 целей на частоте коротковолнового диапазона. Зернистый материал экранирован к материальному сборнику, и квалифицированный материал падает на конвейерную ленту и транспортирован к хопперу порошка через конвейерную ленту. Под конвейерной лентой щетка чистки. Хоппер порошка принимает структуру нержавеющей стали зеркала, и внутренняя стена ровна и чиста для обеспечения ровной разрядки. Вращая клапан на дне, которое может отрегулировать заполняя количество порошка. Подачи анода материальные сразу в хоппер порошка после проходить через равномерный питаясь механизм.
2.2.5.1 .2 схематических диаграммы:
Система разматывать прокладки 2.2.5.3 стальная:
2.2.5.3 .1 описания структуры: она принимает режим завальцовки колеса трением с внутренним диаметром 200мм и наружным диаметром 600мм.
2.2.5.3 .2схематическихдиаграммы:
2.2.5.4 формируя систему порошка:
2.2.5.4 .1 объявления структуры: Более низкий стальной пояс идет через более низкий стальной узловой шпангоут, формирующ материальный хоппер (плиту шабера), отжимая хоппер порошка (плиту шабера), верхний стальной узловой шпангоут (верхние стальные пропуски до конца), верхний стальной узловой шпангоут пояса (верхние стальные пропуски до конца), сочетание из пояса верхний стальной узловой шпангоут, направляющий лист, плита края отжимая, гнуть плита, прессуя плита, небольшой формировать бара, завершая небольшую продукцию прокладки. Каждое колесо тоолинг управляется фиксированием и шестерней вала. Зазор колеса тоолинг отрегулирован путем регулировать механизм тоолинг колесо. Работая цапфа и тело коробки зафиксированы с сползая подшипником, который стабилизирован и надежен. Тело коробки передач принимает отливки и содержит смазывая масло. Никакие отжимать и вторичный заполняя хоппер в отрицательной формируя системе упаковки порошка. Правильная сторона хоппера упаковки имеет плиту шабера которую можно отрегулировать легко.
2.2.5.4 .2 схематических диаграммы:
система выключения 2.2.5.5
объявление 2.2.5.5 .1структуре: Когда небольшая прокладка плиты достигает необходимую длину и контактирует переключатель перемещения, питаясь цилиндр управляет резцом для того чтобы двинуть совместно. Скорость это же как эта из плиты, и цилиндр резца отжимает вниз для того чтобы отрезать небольшую прокладку плиты. После резать, питаясь цилиндр управляет резцом назад к началу. Небольшая длина плиты регулируемая.
2.2.5.5 .2схематическихдиаграммы:
Система контроля за обеспыливанием воздуха 2.2.5.6
2.2.5.6 .1 описания структуры: противопыльный кожух принят, интерфейс пыли сдержан, и склонный ящик принят для того чтобы собрать порошок под смесью порошка. Противопыльный кожух принимает фиксирование рамки алюминиевого сплава листа прозрачной пластмассы ПЭ.
Анализ причины поколения пыли
пыль 1,1 произведенная веществом перед покрытием порошка: пыль произведенная веществом во время транспорта, питаться, питаться и искусственного порошка скрининга.
пыль 1,2 произведенная материалами в процессе продукции покрытия порошка: пыль произведенная в производственном процессе упаковки, покрывает небольшие вырезывание бара, стрипинг, ножницы обжатия, веся, транспортировать плиты пустые, етк.
противосредства
1,1 направляя на произведенную пыль прежде чем материал покрытый порошок, материальная утечка и пыль исключены посредством транспорта экипажа запечатывания, запечатывания питаясь, питаться и герметизировать питаться порошка экрана.
1,2, направляющ на пыль произведенную материалом в процессе продукции покрытия порошка, противопыльный кожух приняты для того чтобы высосать вверх плавая ринв пыли и собрания пыли для того чтобы собрать падая пыль и достигнуть предохранение и удаление пыли.
2.2.5.6 .2 схематических диаграммы:
Пульт управления 2.2.5.7
Электрический шкаф установлен вне машины, с переключателем утечки, электропитанием стабильности дк и другими компонентами петли силы внутрь. Механизм управления ПЛК, реле и мотора использован для контроля. Связь с екстернал налажена посредством соединителей и терминальных блоков. ПЛК ИСПОЛЬЗУЕТ омрон. Аранжированы кабели и трубы воздуха другого оборудования и пипеворк в нижней части, и взрывозащищенная лампа внутри оборудования.
Операционная система 2.2.5.8
Деятельность экрана касания. Сила дальше, аварийная остановка, руководство, автоматическая кнопка, предохранение от перерыва.
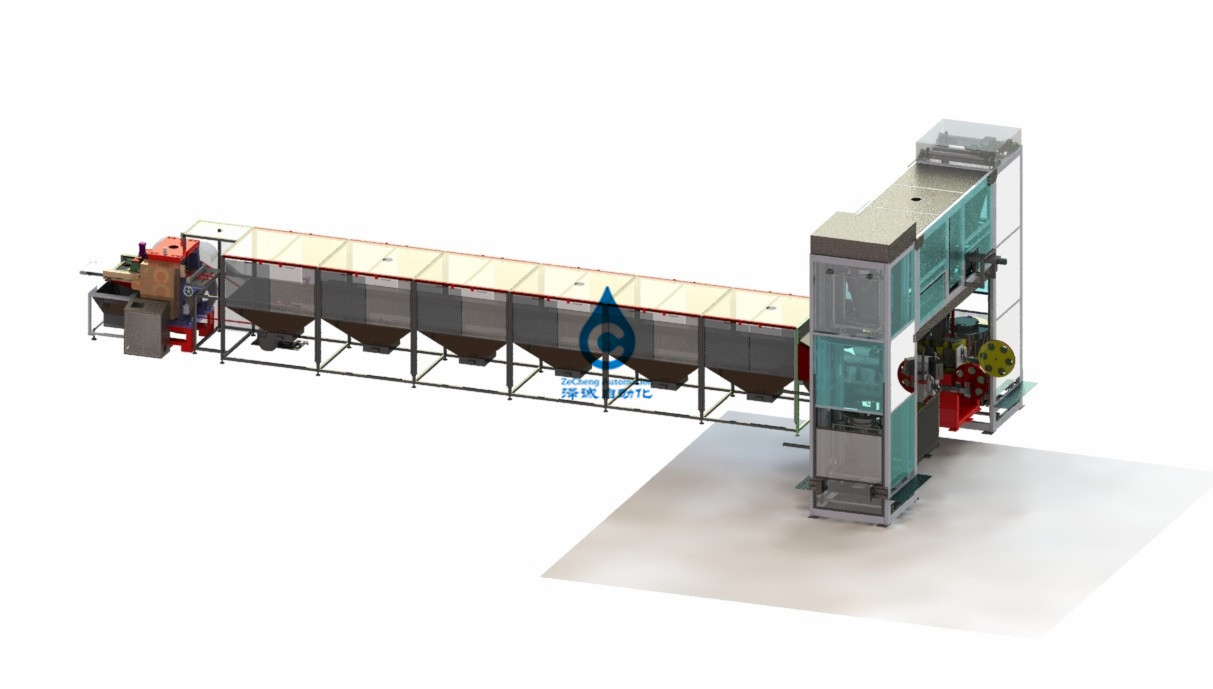
2.3. Таблица загрузки (небольшое хранение прокладки)
2.3.1 ролик транспортера: примите ролик транспортера не-силы с диаметром 20-25мм и интервалом 50мм. Рамка принимает структуру заварки.
агентства по сбору платежей 2.3.2Повдер: каждые 1,5 метра агентства по сбору платежей порошка, с ящиком под стореоузе собрания порошка, искусственные закрытые установленные положения можно принять вне, агентство по сбору платежей принимают структуру структуры нержавеющей стали 304 (как выше).
крышка 2.3.3Сеал: прозрачная крышка уплотнения ПК использована над таблицей работы, с 3 отверстиями всасывания круговыми на верхней части.
механизм сальто 2.3.4Смалл: платформа загрузки над реверзибельным в располагая паз, полузащитника в пазе в, статью машины упаковки порошка вниз небольшим не отбросит загиб, когда небольшой отрезок, паз в сможет слегка ударить, небольшое сальто к загрузке на этапе.
машина ножниц 2.4.Сплине
2.4.1. Требования к дизайна
2.4.1.1. Машина сделана небольшой прокладки плиты батареи которой нужна ширина и после этого срезана в грубую плиту которой нужна длина. Соответствующее для продукции низкой, средней и высокой плиты батареи коэффициента. Вставка, выбивая, рычаг ножниц, соответствовать деятельности; Сплине ширина, толщина обжатия, длина ножниц, ход суда регулируемый, регулировка экрана, длина ножниц дисплея; Срежьте пробел плиты автоматически вне, автоматическая передача. Удвойте полукруглое сферически обжатие, линейный дифференциальный резать, для обеспечения возникновения пробела плиты красивого, надежное вырезывание. Оборудование работает устойчиво и надежно, и квалифицировано в ножницах без заусенца; Выполните деятельность смазки, надежных и легких; Отходы, порошок, сбор отходов и повторно использовать совершенно надежны и удобны. Пылезащитный объект закончен, удобен, надежен и красив.
2.4.1.2. Технологический процесс: (отрезок, таблица загрузки (9М), стрипинг, режущ, стрипинг, сортируя (выберите неполный пробел плиты), передача.
2.4.2. Главные компоненты оборудования
| НЕТ. | состав системы | системная конфигурация | количество |
|
1
|
Подвергая механической обработке система | 1СЭТ | |
| Рамка отливки | 1 | ||
| столешница | 1 | ||
| Обложка - плексиглас | 1 | ||
| Соберите ящик | 1 | ||
| 2 | Управляющее устройство | 1СЭТ | |
| МОТОР АК | 1 | ||
| зубчатая передача | 1 | ||
| 3 | Система сплайна выбивая | 1СЭТ | |
| Заведения произношения по буквам статьи | 1 | ||
| Покажите заведения края | 1 | ||
| 4 | Выбивая система | 1СЭТ | |
| Верхний и более низкий диаметр 200мм ролика | 1 | ||
| Мотор - мотор АК | 1 | ||
| 5 |
система вырезывания
|
1СЭТ | |
| Линейная дифференциальная система компенсации | 1 | ||
| Режущий механизм давления масла | 1 | ||
| 6 | Пустая сортируя система | 1СЭТ | |
| вращательная система | 1 | ||
| система Джека-вверх | 1 | ||
| Агенство сбора отходов - нержавеющая сталь 304 | 1 | ||
| 7 |
Система контроля за обеспыливанием воздуха |
1 | |
| Противопыльный кожух | 1 | ||
| Ненужная организация спасения | 1 | ||
| 8 | транспортная система | 1сет | |
| Цепь транспортера | 20 | ||
|
1 | ||
| 9 | Контроль, операционная система | 1 套 | |
| ПЛК-ОМРОН | 1 | ||
| Экран касания - схват тай куньлун |
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.
![]()
![]()
![]()
![]()













