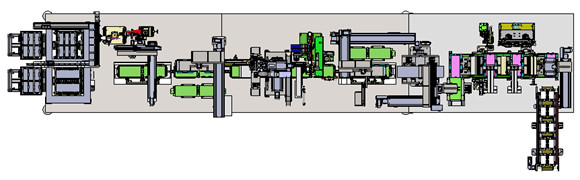
Загрузка и разгружать обнаружения ККД сварочного оборудования лазера плиты передачи автоматические
функция и введение 3,1 приборов
Прибор сварил связывающую часть и обложку в одно заваркой лазера, склеил и автоматически отрезал материал. С следующими функциями: автоматические загрузка и разгружать, выгравированный обложкой двухмерный код, код сканирования обложки, обложка и соединение соединяют собрание и заварку лазера, обнаружение ККД, чистку места заварки, прилипатель положения изделия при сварке обложки и части соединения и обнаружение, складчатость клетки, сальто клетки, функцию клетки биндинг.
3,3 главных модуля и функциональных требования
Основные функциональные технические требования
Батареи кормить 1 гибкий дизайн манипулятора, интерфейс продукта принимают неметаллический материал, совсем оборудованный с корреляцией (или отражением) имеют материальный датчик обнаружения, манипулятор запрещены в зонах как непосредственный контакт с материалом металла пользы продукта, обеспечивают что батареи не переносят, в процессе передачи оборудованы с типом клапаном давления соленоида, продукты гарантии не падают терянный силу без электричества, не повторяют точность деятельности +/- 0,05 мм или.
Проверите входящее направление батареи.
3. Двигающие части провода сделаны из высокого гибкого гибкого гибкого провода мульти-ядра.
Во время процесса передачи, клетка будет перенесена под защитой приспособления, и относительное смещение между клеткой и приспособлением не произойдет. Число времен клетка уловлена в машине не должно быть больше чем 4 (исключая числа времен клетка идет в и из машины).
Обложка кормить 1 материальный интерфейс плиты и оборудования имеет дизайн бакстоп.
2. Гибкий дизайн манипулятора, она запрещена для использования материалов металла сразу в частях как манипулятор в контакте с продуктом. Контакт с крышей насколько возможно для использования дизайна избегания.
1. Если код кр на обложке, то она использована для материального трасеабилиты. После того как просмотрен и нагружен материал, крышка батареи закодированный лазер. Если вы не принимаете сразу, то выгравируйте код.
2. Машина кодирвоания лазера была использована для того чтобы закодировать обложку столбца поляка, и влияние кодирвоания было подтвержено посредством чтения кода. Оборудование читает и определяет код кр после того как код напечатан, и связывает данные по собрания столбца серии и поляка обложки.
3 - сдержанный с механизмом удаления пыли.
4. Показатель успеха автоматического чтения выгравированного верхнего кода штриховой маркировки ≥99.9%.
Положение и размер 5 дворов будут чертежи обеспеченные покупателем.
номер 6 серий кода н можно автоматически увеличить, время/дата можно автоматически изменить, код штриховой маркировки можно прыгнуть с характером, и изменением в то же время.
В процессе кода 7н, должно быть никакие анормалные проблемы как рост или уменшение кода веса и номера, и программное обеспечение должно быть обеспечены, что предотвратило возникновение кода веса.
8. Положение наружной крышки фокусирующего винта оборудовано с масштабом масштаба (0.1мм) для того чтобы облегчить быстрый и количественный фокусировать.
9. Ипк соединен с оружием кода для того чтобы просмотреть код на обложке кодировщика (включая входящий код штриховой маркировки и код штриховой маркировки компании). Программное обеспечение сканирования кода должно иметь функцию двойного анти--тяжелого кода и может быть загружано к системе.
Наружная поверхность обложки использована по мере того как ссылка для избежания анормалный дефокусинг должный к разнице в толщины входящих материалов.
Датчик цвета использован для того чтобы обнаружить направление нажимной накладки и положительного и отрицательного поляка перед заваркой лазера.
заварка лазера 2 для встречи напряжения > 200Н (силы ножниц). Метки заварки лазера после срывая прилипания, не могут произвести пункт взрыва заварки, заварку и другую плохую заварку, за исключением загрязнения или деформации входящих материалов.
3. Удаление пыли положения заварки коаксиальное, скорость ветра ≥15м/с.
4 во время процесса заварки, батарея будут защищены в целом, и шлак заварки не брызнет на поверхности батареи и обложки. (см. следующие инструкции для детального плана предохранения от пыли), сваривая область будет дедустед, и шлак заварки эффектно будет поглощен. Части с шлаком заварки спаттер прикрепленным в тоолинг или защитный чехол также эффектно будут дедустед.
Зажимая механизм обеспечит что переходник в плотном контакте с нажимной накладкой перед сваривать для избежания виртуальной заварки.
Сила сварочного аппарата лазера 4000В или над непрерывным лазером волокна, и разрешение дисплея силы 1В.
Фокусное расстояние головы лазера можно показать и отрегулировать цифров, с рядом -5.0~+5.0мм, и точностью ≤0.05мм регулировки. Направление фокусного расстояния имеет масштаб/шкалу с точностью масштаба 0.1мм, для проверки дефокусинг
Параметры заварки должны быть визуализированы, трасеабле и связаны с кодом штриховой маркировки обложки.
Воркпьесе неподвижн, и движения системы головы лазера вдоль осей кс, ы и з. Повторенная располагая точность ≤±0.05мм.
С блоком для хранения параметра заварки, удобно быстро вызвать параметры различных продуктов или отрегулировать и сохранить параметры процесса. Необходимо, что будет количество хранения группами ≥5.
11. Заварка будет основана на внутренней поверхности столбца поляка обложки, для избежания анормалный дефокусинг должный к разнице в толщины входящих материалов, приводящ в плохой заварке. В то же время, необходима, что контролирует функция измерения расстояния изменение фокусного расстояния.
Длина стекловолокна не превышает 20 метров.
Прорезинивать модуль
1. После завершения заварки лазера, приложите 1 часть высокотемпературной защитной ленты к положительным и отрицательным пятнам заварки лазера соответственно; После того как ядр закрыто, лента наклеена на кабеле и стороне клетки
Слипчивые инструменты будут сделаны особенного материала анти--ручки или других методов анти--ручки.
Длину и положение клейкой ленты можно отрегулировать; Слипчивое положение симметрично к центру зоны метки сварки, и отступление точности слипчивого положения ±0.5мм.
4. Свяжите 2 стороны и дно тесьмой батареи после скреплять, и наклейте количество и положение ленты согласно требованиям к клиента.
5. Вакуумируйте функцию обнаружения и раннего предупреждения неполноценной резины
Датчик цвета должен быть использован для того чтобы обнаружить попадает без вести ли прилипатель.
7. Деятельность слипчивого механизма стабилизирована и надежна, и слипчивый выход ≥99.5% для обеспечения что неполноценные продукты не позволены пропустить в следующий процесс.
стоп 8 для функции ≤2мин резины изменяя, показатель успеха изменения резины 100%.
После складывая и сливая поляка модуля 1 согнуто волочение, столбец и соединяющая накладка поляка не превысят край обложки, и гнуть не повредит столбец поляка, волочение поляка, сваривая пятно и другие части
приполюсное ухо 2 вытягивая и срывая не позволено в процессе ядр-заключительного.
После того как ядр закрыто, и будут склеены стороны и дно и слипчивое обнаружение будет проведено.
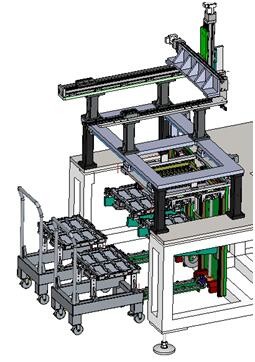
Механизм нажимной накладки питаясь главным образом включает питаясь тележку, поднос нажимной накладки, механизм паллета поднимаясь, пустой передаточный механизм подноса, манипулятора портала питаясь. Главное осуществление нажимной накладки после того как материал будет вручную распаковывает нажимную накладку в поднос, через тележку к уровню питаясь механизма питаясь, манипулятор автоматически примет нажимную накладку, пустой поднос назад к тележке, положило полную плиту после того как тележка вручную будет вытягивана прочь.
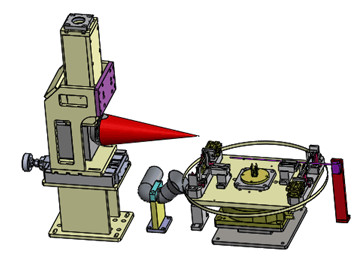
Кодировщик главным образом составлен кодировщика, механизма регулирования внешнеторгового и платежного баланса кодировщика, механизма удаления пыли, струбцины крышки и роторного цилиндра. Он главным образом осуществляет двухмерную гравировку кода на цилиндре поляка нажимной накладки, и после этого после того как код выгравирован, код после этого просмотрен для того чтобы связать информацию нажимной накладки к двухмерному коду, и двухмерные данные по кода загружаны к системе для легких записи и чтения; Пыль от процесса кодирвоания собрана системой удаления пыли.
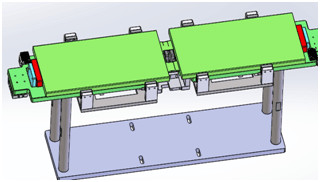
Вторичный располагая механизм электрической клетки главным образом составлен кронштейна и, который 3-встали на сторону регулируя механизма. Он главным образом осуществляет регулировку расстояния между электрическими клетками завершенными ультразвуковой заваркой для того чтобы соотвествовать расстояния для заварки крепежной плиты. Короткая сторона электрических клеток обращена и выровняна в центре через цилиндр. Направление длины основано на располагая ссылке приполюсного положения конца уха, и другая сторона цилиндра отрегулирована для того чтобы соотвествовать для расстояния между электрическими клетками.
сваривая станция 3.3.4
Станция заварки главным образом составлена сваривать триаксиальный линейный модуль, соединение заварки лазера, коаксиальную трубу курения и сплющивать механизм защиты. Она главным образом осуществляет заварку лазера переходника. Сплющивая механизм прежде чем сваривать компактирует переходник и нажимную накладку, управляет соединением заварки к движению через триаксиальный линейный модуль, и система удаления пыли одновременно курят и удаление пыли через коаксиальную трубу курения. Специфические измерения предохранения от удаления пыли следующим образом:
Механизм давления близко приспосабливает переходник с поверхностью цилиндра обложки через нажимную накладку, и гидростатический напор нажимной накладки имеет механизм весны гибкий, так, что положительный и отрицательный переходник и столбец поляка можно обжать даже если они нет в плоскости такое же. Экран заварки заключает зону движения соединения заварки и покрывает поверхность клетки. Шлак и спаттер заварки произведенные в процессе заварки отделены от клетки и обложки для предотвращения шлака и спаттер от падать вне.
Трубы удаления пыли на обоих концах плиты прессы заварки, которые соединены с очистителем дыма. Голова заварки также оборудована с коаксиальной трубой курения. В процессе заварки, 3 трубы курения использованы для того чтобы извлечь пыль и закурить в то же время для обеспечения что сваривая шлак и дым можно извлечь во времени.
Обязательство сотрудничества
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.