
Кадми-никель 600KG 80PPM 13KW, машина плиты батареи цинк-никеля пробивая
описание 1.Brief машины листа поляка пробивая
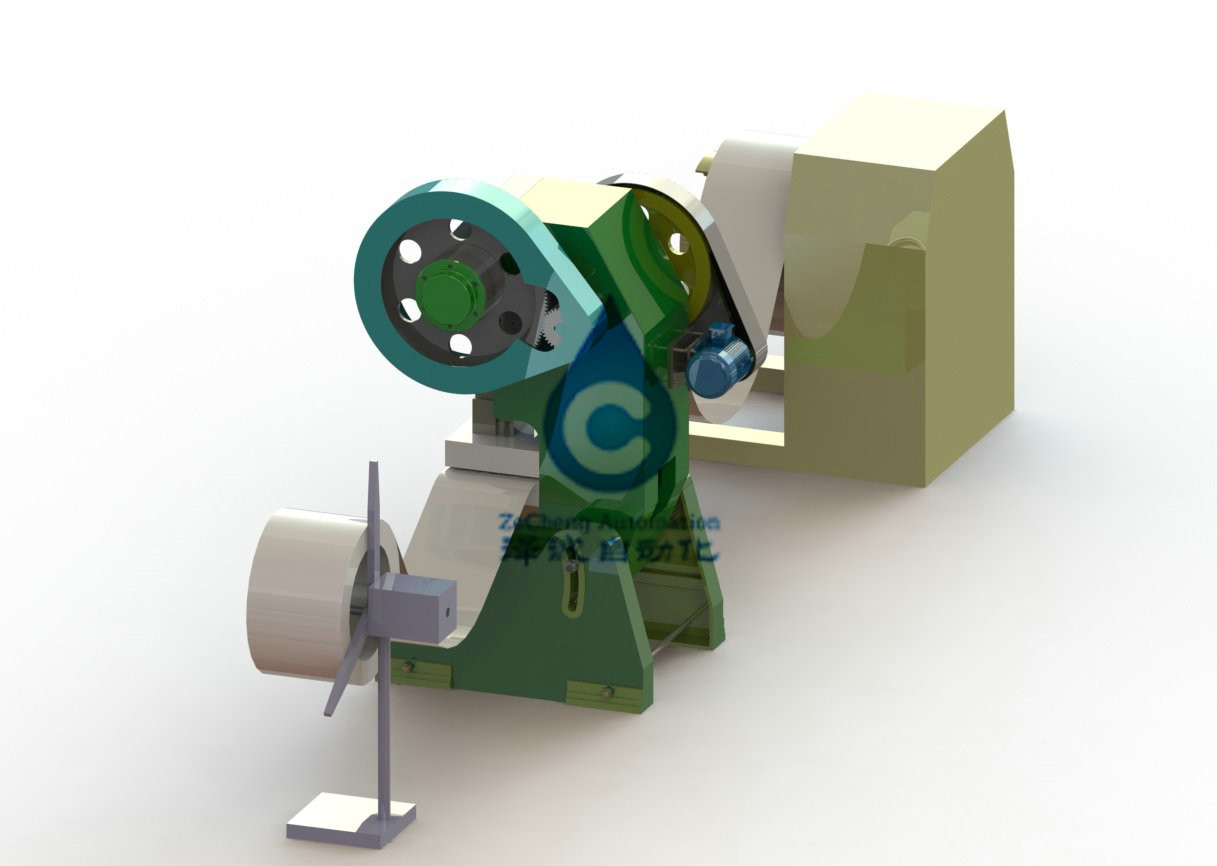
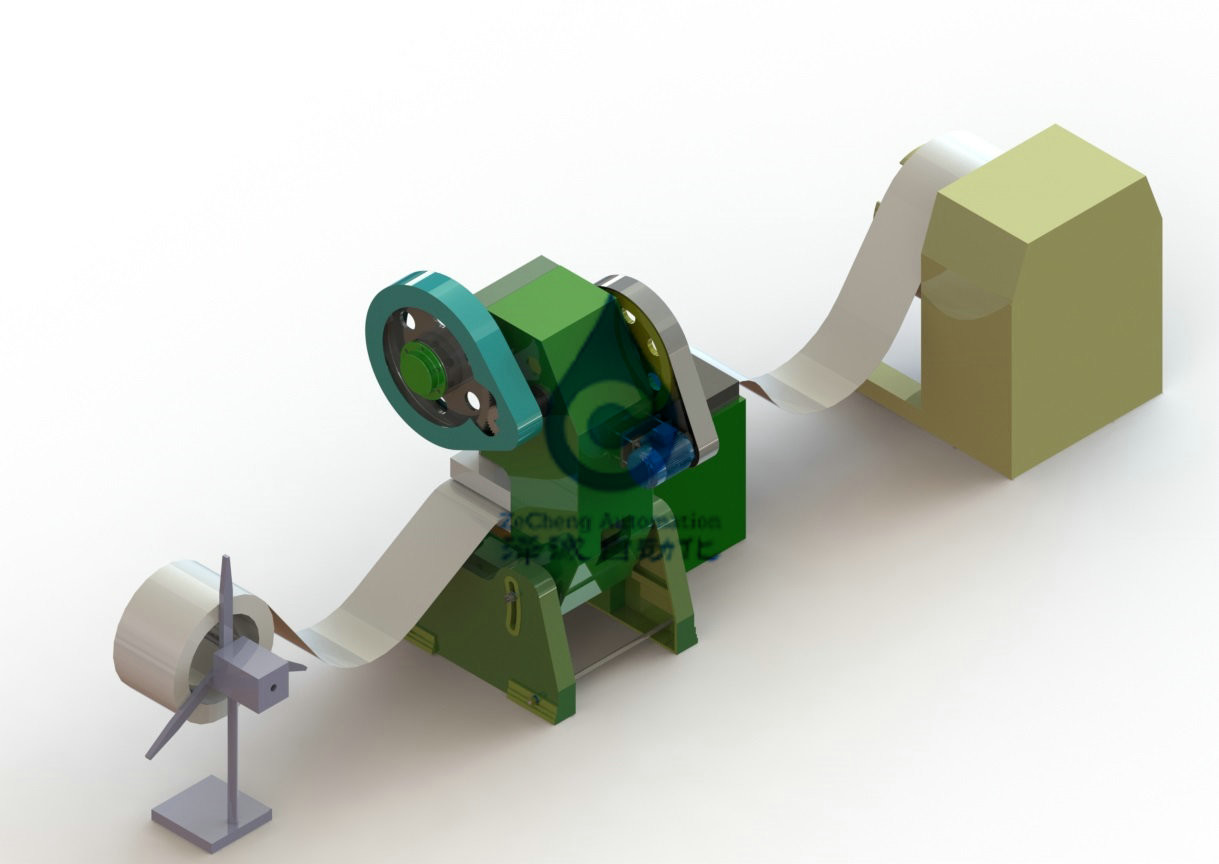
Оборудование соответствующее для прикрывая процесса типа тяг пояса электрода различных батарей щелочных аккумуляторов как батарея кадми-никеля, батарея цинк-никеля, батарея никел-водопода, батарея утюг-никеля, etc. 2 работая режима: автоматический и ручной. Автоматический работая режим основного потока операций, машина завальцовки, крены установленные в полярную зону через транспортируя механизм, транспортируя механизм согласно длине зазора размера части поляка питаясь, приносит в пакет на прессформе пунша, прессформа верхней плашки установлен в блок скольжения прессы, блок вверх и вниз движения на режиме привода будет расположен в прессформе весьма вырезывания пояса в куски. Через прикрывая отверстие в центре таблицы плашки и пунша, части поляка упадены в ленточный транспортер под пуншем. Ленточный транспортер передает части поляка сортируя станции. Законченная прокладка поляка сформирована в неполный пористый отход прокладки, который рана на машине жатвы и собранная в катушку.
![]()
параметры 2.Technical оборудования
|
Деталь |
ZBCA01A-00 |
| Эффективность | Максимальная скорость ножниц не чем 80 раз /min (когда длина листа поляка 75mm), и скорость ножниц регулируема. |
| Полная сила (kw) | 13 |
| Нормальная работая сила (kw) | 12,5 |
| Вес | 1000KG |
части оборудования 3Main
Оно главным образом составлено машины разматывать, питаясь прибора, пробивая машины, обматывая машины и ленточного транспортера.
3,1 состав размотчицы:
Зазор разматывая управляется электрическим редуктором, который соответствующий для частого начала. Включанный, размотчица начинает размотать автоматически. Когда пояс поляка падает к датчику нижнего предела, размотчица останавливает размотать, и когда пояс поляка вытягиван далеко от ряда обнаружения датчика, размотчица начинает разматывать снова. Размотчица имеет надежный механизм торможения. Диаметр вала установки верхнего поляка размотчицы 38mm. Вал машины разматывать обеспечен с осевым располагая прибором для крена ленты поляка, и водораспределительная стенка обеспечена с радиальными штырями располагать и передачи. Размотчица имеет функцию передний и обратный разматывать. Размотчица имеет прибор для предотвращения ленты поляка от падать к земле. Положение установки осевое редуктора прибора разматывать параллельно к вертикальной оси прибора разматывать. Прибор разматывать имеет независимый электрический работая механизм.
3,2 состав фидера:
Пневматический питаясь метод принят, и питаясь скорость регулируема и соответствует скорости пробивая машины. Питаясь ширина нет чем 220mm. Пояс поляка зажат вверх и вниз зажимая цилиндром, и питаясь цилиндр использован для нажатия материала. Зажимая цилиндр не причиняет повреждение к поверхности пояса поляка. Питаясь длину можно отрегулировать произвольно внутри ряд 0-300mm, и длина регулировки показана со справочными номерами. Питаясь механизм имеет стабилизированный питаться, с питаясь механизмом проводника и механизмом регулируемого пояса поляка левым и правым предела, который могут обеспечить что питаться пояса поляка прям и точность не превышает ±0.5mm когда переплетен край пояса поляка. Питаясь механизм и движение скольжения пунша имеют хорошую координацию, и действия питаться и пробивать и резать не должны помешать друг с другом. Питаясь механизм имеет полные и надежные предохранительные устройства. Питаясь механизм имеет достаточную ригидность и не должен произвести чрезмерную вибрацию во время высокоскоростной деятельности. Высота питаясь механизма регулируема, и соединение с прессой пунша твердо.
3,3 состав прессы пунша:
Тип пресса пунша произведенная CO. индустрии машинного оборудования Jinfeng, Ltd. OCP-80e использован, с номинальным давлением 80 тонн.
3,4 состав ленточного транспортера:
Ленточный транспортер установлен на нижнюю часть пробивая машины. Пояс принимает типа кольц ленту ткани, электрический привод. Длина ленточного транспортера должна обеспечить что один конец можно соединиться с частью поляка падая от пробивая отверстия, и другой конец подвергается действию снаружи оборудования для около 500mm. Шкив установлен на дно ленточного транспортера для того чтобы облегчить регулировку положения транспортера.
состав 3.5The моталки:
Моталка управляется электрическим зазором для того чтобы получить материал, который соответствующий для частого начала. После пробивать и резать, когда лента утиля протягивана к верхнему пределу, размотчица останавливает перемотать. Когда лента утиля понижается к нижнему пределу, моталка начинает собрать материал. Rewinder должно иметь противовес для обеспечения достаточного напряжения на поясе утиля обеспечить скорость пояса на перематывать конце. Диаметр вала установки вьюрка ленты утиля на моталке 38mm. Ненужный прибор вьюрка ленты осевой располагая на вале моталки. Положение датчика обнаружения положения пояса поляка регулируемо. Положение установки осевое редуктора прибора разматывать параллельно к вертикальной оси разгружая прибора. Приемное устройство имеет независимый электрический работая механизм.
3,5 система управления:
Электрическая доска установлена независимо внутри машины, и компоненты цепи силы как электропитание переключателя утечки, стабильности DC, PLC для контроля, реле, механизм управления мотора, etc. установлены внутрь. Связи со снаружи налажены используя соединители и терминальные блоки. PLC принимает OMRON. Часть потолка силового кабеля имеет прокалывания. Кабели и воздуховоды между другим оборудованием связаны проволокой и пущены по трубам на дне.













