

Сталь производственной линии батареи автомобиля формируя энергопотребление машины низкое
1. Технические требования для нервюры формируя дизайн
1.1. Цель оборудования: особенное оборудование конструированное и изготовленное для нервюры согласно требованиям к нервюры изготовляя обеспеченным A. партии. Отливая в форму машина включает автоматический питаясь шкаф для питаясь пояса, автоматической питаясь машины, набора штемпелюя плашки и набора законченной коробки собрания продукта. Одна пресса пунша.
1.2. Производственный процесс производства стали: → стального → узлового шпангоута автоматическое питаясь одно время штемпелюя формирующ прикрывать →.
1.3. Емкость и параметры процесса нервюры формируя машину:
усиливая материал 1.3.1: 0.5mm×14mm×L, вес каждой плиты около 10 | 30kg, размер поставленного внутреннего отверстия: диаметр 240
1.3.2 отливая в форму длина: 80 | 350mm.
пресса 1.3.3 16 тонн, со скоростью 40 раз /min. Сигнал тревоги отсчета.
автоматический питаясь механизм 1.3.4: длина регулируема от 80 mm к 350mm±0.5.
рамка поддержки 1.3.5 нервюр: легкий для того чтобы нагрузить, с напрягая прибором.
нервюра 1.3.6 формируя и режа прессформу: формируя длина регулируема от 80 mm до 350mm, с функциями формировать, сплющивать и резать, удобный для разборки.
законченный танк собрания продукта 1.3.7: продукт автоматически сползает в получая коробку вместе с транспортируя танком для обеспечения что он ясен и в таком же направлении. Каждая коробка около 1000 частей, которые можно отрегулировать согласно различным моделям.
1.4. Нервюра формируя оборудование состава машины:
| Серийный номер | Имя процесса | Название прибора | Возможность оборудования | Количество (станция) | примечание |
| 1 | питаться | Автоматический питаясь шкаф | -- | 1 | Автоматический питаться |
| 2 | питаться | Автомат питания | 80 | 350mm регулируемое | 1 | |
| 3 | Штемпелевать формировать | пресса | 16T (ход 55mm) | 1 | Обеспеченный новым taihang |
| 4 | Стальная прессформа | Нервюра формируя прессформу | 40 корней в минуту | 1 | |
| 5 | прикрывать | Получать коробку | 1000 | 1 |
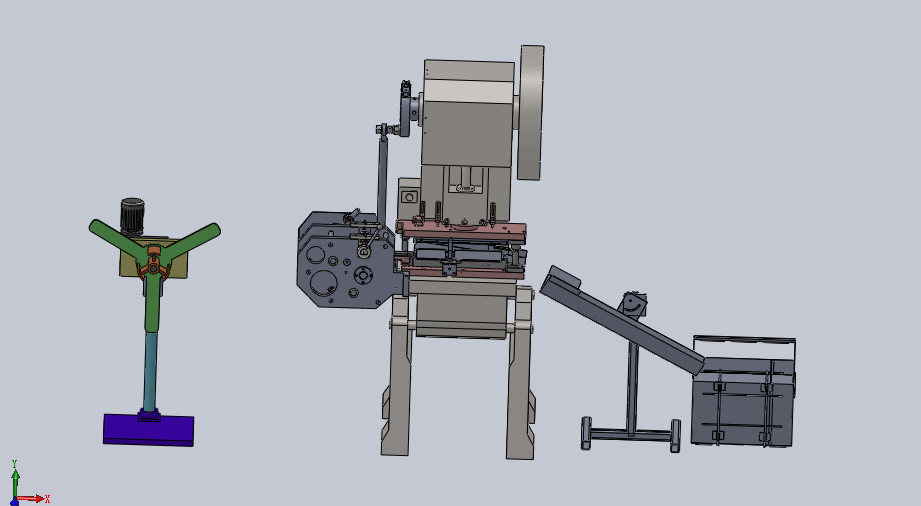
2. Главное оборудование и объекты нервюры формируя машину
Общая картина следующим образом:
2.1. Автоматический питаясь шкаф
Цель: оборудование использовано для поддержки стального пояса, включая мотор разматывать и систему управления.
2.2. Автомат питания
Эта машина соответствующая для автоматический питаться перед формировать бара. Она управляет расшатанным механизмом ведущего шатуна для того чтобы вращать и питаясь механизмом двинуть вращением роторного маховика на прессе пунша. Питаясь длина 80 | 350mm и питаясь точность ± 0.5mm.
2.3. пресса
Основные технические параметры оборудования обеспечены машиной нового taihang пробивая.
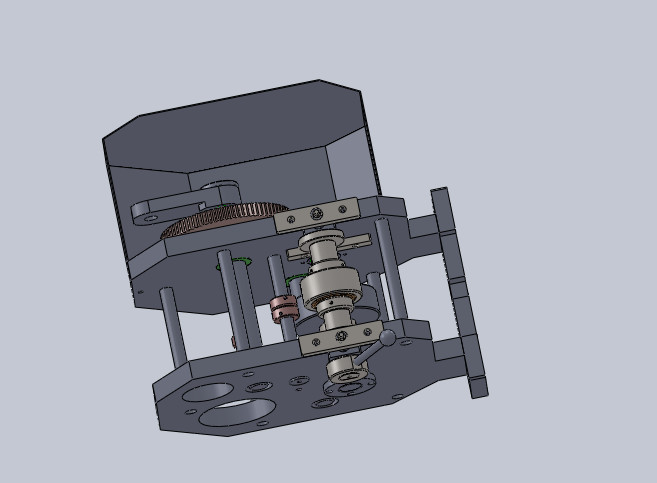
2.4. Нервюра формируя прессформу
2.4.1. Цель оборудования: прессформа главным образом применима к формировать нервюры, включая функции резать и формировать, сплющивать и discharging.
2.4.2. Схематическая диаграмма:
2,5 коробка собрания
цель 2.5.1 оборудования: коробка собрания использована для собрания после прессформы стального прута. Стальной прут после того как прессформа прессы пунша автоматически будет собрана в коробку собрания через парашют и будет помещена аккуратно.
описание оборудования 2.5.2: передвижная дверь на дне коробки собрания, которую можно раскрыть и нервюру можно принять вне.
3. Средства массовой информации энергии
3.1. Электропитание
3.1.1. Напряжение тока AC380V, трехфазное; Качание напряжения чем ±10%.
3.1.2. Частота 50 Hz.
3.2. воздух
3.2.1. Давление 0,4 | 0.45mpa.
3.2.2. Расход потока 10L/min.
4. Условия окружающей среды
Прибор может работать без барьера под следующими условиями окружающей среды
4.1. Температура окружающей среды: 0 | 40℃
4.2. Влажность 30-80% но отсутствие конденсация.
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии родственных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия b ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после того как оборудование проходило период гарантии, если проблема, то 2 партии связывают и общаются с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. En
(3) во время периода гарантии обусловил в контракте и техническое согласование подписанное 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













