Машина для производства бумажных ламинатов машины слоения Зк Лм18д автоматическая Семи автоматическая
Штабелеукладчик ЗК-ЛМ18Д полуавтоматный
1 введение к оборудованию
1,1 пользы
Прибор использован в З в форме стоге батарей силы лити-иона.
Оборудование включает искусственный верхний поляка к подводн-располагая станции, искусственному роботу нажима для того чтобы принять З в форме путь, автоматический штабелировать, искусственная диафрагма отрезка, искусственный клей, искусственный материал.
1,2 особенности
Уменьшите искусственный контакт во время штабелируя процесса, уменьшите внутренние короткое замыкание и саморазряжение ядра;
Диафрагма активно выпускает крен, последовательность напряжения хороша;
Высокая точность;
Оборудование стабилизировано;
Дружественный дизайн прост работать.
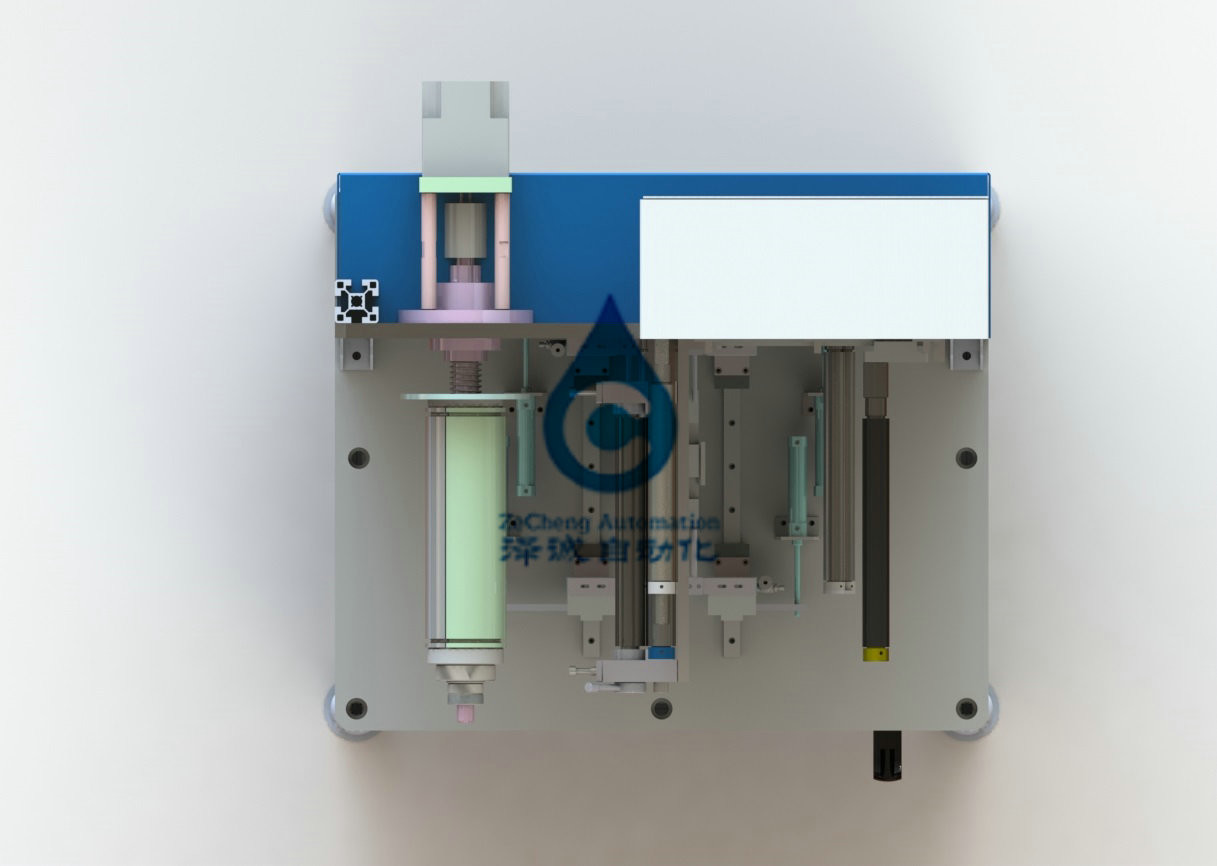
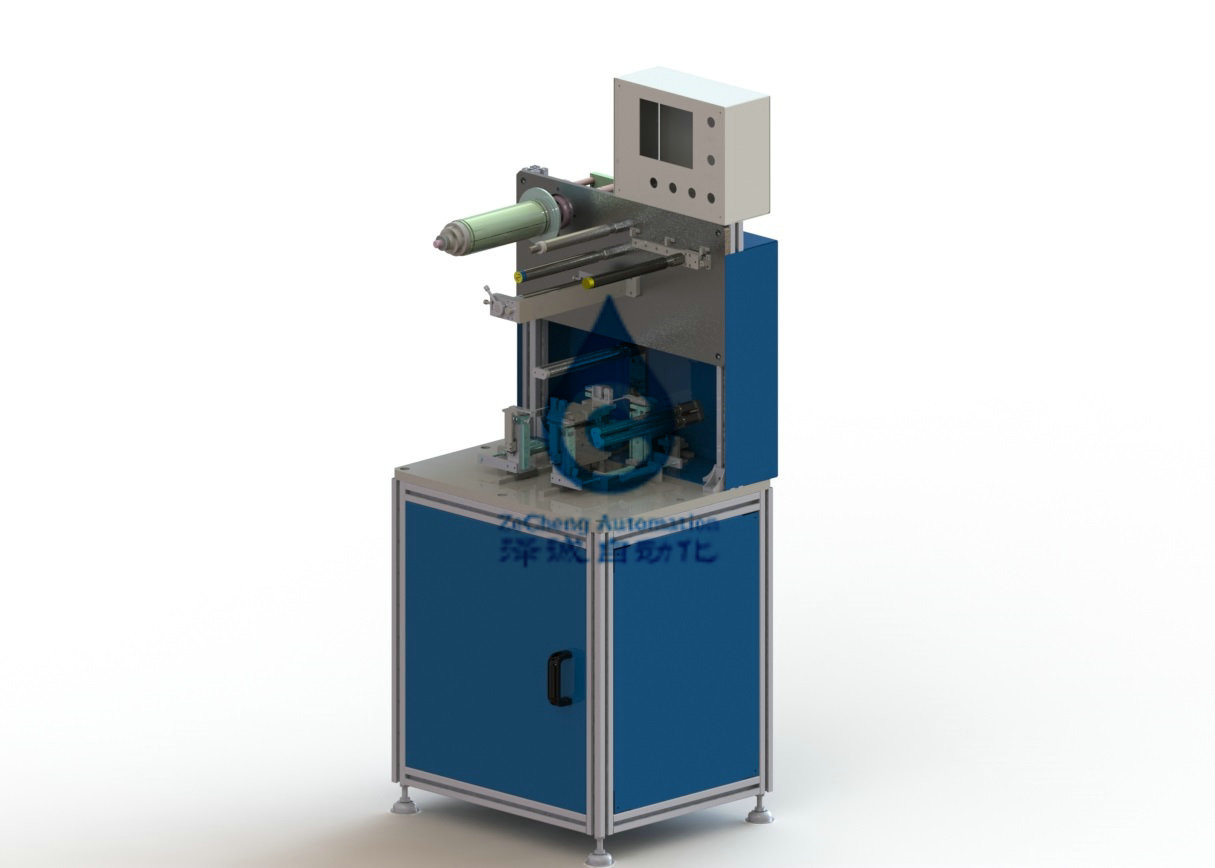
1,3 схемы плана
![]()
Вес оборудования: о 180кг, основанном на действительном весе, контроле полного веса и коэффициенте зоны нагрузк-подшипника 500кг/м2.
![]()
1,4 структура и функция
| НО.1 | система | опишите |
| 1 | Система поддержки | Содержит тело субстрата. Основной корпус субстрата играет поддерживая и фиксируя оборудование роли в целом; |
| 2 | Система разматывать диафрагмы |
Включает собрание диафрагмы разматывая и собрание напряжения.
Компонент разматывать диафрагмы: катушка диафрагмы зафиксирована принципом расширения, держа последовательность вертикального расстояния между диафрагмой и субстратом, и используя мотор дк для того чтобы осуществить непрерывный разматывать диафрагмы.
Компоненты напряжения: хорошая последовательность напряжения.
|
| 3 | Система позиционирования поляка вторичная |
Плита поляка помещена в вторичную располагая платформу вручную, и плита поляка расположена механически.
|
| 5 | Система манипулятора для материального возвращения |
Вручную нажмите манипулятора выведенного и правого к движению вдоль з в форме пути диафрагмы, используя механический предел обеспечить повторенную располагая точность;
Манипулятор принимает высасыватель вакуума принимая плиту, которая обеспечивает что поляк не поврежден в процессе принимать и установки поляка;
|
| 6 | Система основы слоистая |
Таблица слоения обеспечена с 4 плит-отжимая механизмами, которые соответственно держат позитв и выворотные клише на таблице слоения для обеспечения что плиты поляка не переносят во время слоения.
Во время прокатывая процесса, спуск платформы вручную отрегулирован посредством ручных ручек. |
| 7 | Система вырезывания диафрагмы | После того как слоение выполнено, диафрагма отрезана вручную. |
| 8 | Система управления | Включая ПЛК, системное программное обеспечение, контролирует общую деятельность оборудования; |
| НЕТ. | СИСТЕМА | ДЭСКРЭП |
| 1 | Система поддержки | Содержит тело субстрата. Основной корпус субстрата играет поддерживая и фиксируя оборудование роли в целом; |
| 2 | Система разматывать диафрагмы |
Включает собрание диафрагмы разматывая и собрание напряжения.
Компонент разматывать диафрагмы: катушка диафрагмы зафиксирована принципом расширения, держа последовательность вертикального расстояния между диафрагмой и субстратом, и используя мотор дк для того чтобы осуществить непрерывный разматывать диафрагмы.
Компоненты напряжения: хорошая последовательность напряжения.
|
| 3 | Система позиционирования поляка вторичная | Плита поляка помещена в вторичную располагая платформу вручную, и плита поляка расположена механически. |
| 5 | Система манипулятора для материального возвращения |
Вручную нажмите манипулятора выведенного и правого к движению вдоль з в форме пути диафрагмы, используя механический предел обеспечить повторенную располагая точность;
Манипулятор принимает высасыватель вакуума принимая плиту, которая обеспечивает что поляк не поврежден в процессе принимать и установки поляка; |
| 6 | Система основы слоистая |
Вручную нажмите манипулятора выведенного и правого к движению вдоль з в форме пути диафрагмы, используя механический предел обеспечить повторенную располагая точность;
Манипулятор принимает высасыватель вакуума принимая плиту, которая обеспечивает что поляк не поврежден в процессе принимать и установки поляка; |
| 7 | Система вырезывания диафрагмы | После того как слоение выполнено, диафрагма отрезана вручную. |
| 8 | Система управления | Включая ПЛК, системное программное обеспечение, контролирует общую деятельность оборудования; |
11,5 главного компонента
| НО.1 | Имя говорит | бренд |
| 1 | Клапан цилиндра и батареи | СМК/АйрТАК |
| 2 | ПЛК | ОМРОН |
2. Требования к оборудования применимые материальные
объем 2,1 применимых материалов
|
Случай датчика машины проект |
ДСП-СС-К | ||
|
материал
спецификации |
Часть поляка | Положительные длина/допуск (мм) | 100~200/0.2 (исключая приполюсных ушей) |
| Положительные ширина/допуск (мм) | 70~130/0.2 | ||
| Отрицательные длина/допуск (мм) | 100~200/0.2 (исключая приполюсных ушей) | ||
| Отрицательные ширина/допуск (мм) | 70~130/0.2 | ||
| Толщина положительного поляка (мм) | 0.10-0.28 | ||
| Толщина анода (мм) | 0.10-0.28 | ||
| Диафрагма | Ширина (мм) | 80-205 | |
| Толщина (м) | 20-45 | ||
| Максимум вне диаметра (мм) | φ250 | ||
| Внутренний диаметр бумажной трубки (мм) | 3" | ||
2,2 входящих материальных требования
3. Технические характеристики изделия производства оборудования
3,1 технической характеристики изделия которая могут быть изготовлена
| проект | Ряд (мм) | |
| Толщина х | 7~30 | |
| Ширина в | 70~130 | |
| Длина л (исключая приполюсных ушей) | 100~200 |
Примечание: прокатывая плиты различных спецификаций, необходимо отрегулировать положение других частей как передвижной коробочный щиток и плита располагать дозаправляя коробки.
Основные детали изменения следующим образом (для ссылки)
| Измените ряд размера | Главный материал для изменения | Время ХуанСинг |
| Регулировка размера: 0 | 10мм | Вторичный располагая механизм: вторичный располагать коробочного щитка | Не позднее 0,5 часа |
| Регулировка размера: 10 | 50мм | Вторичный располагая механизм: вторичный располагая механизм манипулятора пола: механизм таблицы внутренней плиты высасывателя манипулятора прокатывая: коробочный щиток | Не позднее 1 час |
| Регулировка размера над 50мм |
Вторичный располагая механизм: вторичная располагая базовая платина, располагая дефлектор
Механизм манипулятора: механизм таблицы внутренней плиты высасывателя манипулятора прокатывая: коробочный щиток, плита поддержки |
В течение 1,5 часов |
4. Параметры оборудования
4,1 основных рабочего параметра
|
Спецификации машины проект |
ДСП-СС-К | |
|
|
Штабелирующ скорость (кусок С/) | 3.0-4.0с (связанное с выработанностью деятельности) |
| Точность выравнивания между поляком и диафрагмой | Разбивочное отступление чем 0.5мм (продольный) | |
| Диафрагма к точности юстировки диафрагмы | Отступление выравнивания конечной грани чем 0.5мм | |
| Одиночная точность юстировки обломока | ±0.2мм | |
| Общая точность юстировки поляка | ±0.5мм | |
| Рабочее временя бывшей установки обломока (х) | 0,5 | |
| Номер прокатанный | Смогите быть установлено | |
| Тариф пропуска продукта | ≥98% | |
| Тариф движения прибора | ≥95% | |
4,2 других параметра
| НО.1 | проект | Ссылает на стандарт | Для примечания |
| 1 | Цвет возникновения оборудования | Зола 1К международного стандарта теплая | Или как определено клиентом |
| 2 | интерфейс | Китайский | |
| 3 | Шум оборудования | 80дБ (за исключением материальных причин, как звук шелушения ленты) | Измерение 1м далеко от прибора |
| 4 |
Намеплате оборудования
|
Включая имя оборудования, модель, электропитание, номер фабрики, етк | |
| 5 | Нормы бесопасности | Ссылка 5226,1 ГБ | Механические/электрические и защитные требования к безопасности |
5. Окружающая среда пользы оборудования
6. Список доставки оборудования
6,1 случайных деталя
| НО.1 | Имя говорит | количество | Представьте время | Для примечания |
| 1 | Особенные инструменты отладки и обслуживания | 1 набор/набор | Когда доставка | Внутренний ключ шестиугольника |
| 2 |
Инструкции по эксплуатации, включая:
1. Инструкции деятельности оборудования;
1. 2. ремонт и обслуживание оборудования; |
1 набор | Когда доставка | |
| 3 | Список упаковки и сертификат квалификации продукта | 1 набор/набор | Когда доставка | |
| 4 | Нося чертеж ПДФ частей | 1 набор | Когда доставка |
список 6,2 нося частей
Парты а смогите купить его отдельно при необходимости.
| НО.1 | Имя говорит | Датчик, | Однобитовый | количество | Для примечания |
| 1 | Цыпленок вакуума | / | ПКС | 20 | Подвергая механической обработке части |
принятие оборудования 7
модель продукта 7,1 принятий: один продукт в статье 3,3 будет использован как модель принятия.
процесс 7,2 принятий
Принятие разделено в 2 этапа: пре-принятие и окончательное принятие.
Материалы принятия будут обеспечены А. партии.
Материалы и количество необходимы для пре-принятия следующим образом:
| НО.1 | Имя материала | количество | Для примечания |
| 1 | Положительная плита | 100 частей | |
| 2 | Часть катода | 片 100 | |
| 3 | Диафрагма | Том 1 | Количество соответствуется части поляка |
| НО.1 | Имя материала | количество | Для примечания |
| 1 | Положительная плита | 200 частей | |
| 2 | Часть катода | 200 | части |
| 3 | Диафрагма | Том 1 | Количество соответствуется части поляка |
пре-принятие 7.2.1
Пре-принятие будет проведено на фабрике б партии.
Детали принятия включают:
Функции оборудования;
Возникновение оборудования;
Представление оборудования: меньше чем 80% из определенной цели;
После завершения приемочного контроля, представители партии а и партии б совместно подпишут отчет о пре-принятия за основа для пересылки оборудования.
Если партия а не сумеет проводить приемочный контроль на фабрике б партии, то партия б представит отчет о пре-принятия для того чтобы парты а для подписи и подтверждения.
окончательное принятие 7.2.2
Окончательное принятие будет проведено на фабрике партии а.
Парты а выдаст написанное подтверждение установки и поручать оборудования парты б не позднее 3 рабочего дня после завершения установки и поручать оборудования. Если оборудование нельзя установить и отлаживать в течение 7 дней после доставки должной для того чтобы парты а, то будут посчитаны, что были завершены установка и отладка.
Парты а организует окончательный приемочный контроль в течение 3 дней после завершения установки и отладки оборудования и после того как оно соотвествует соглашенные в техническом согласовании.
Критеря по принятия в соответствии с статьей 4.
Если неправомочные детали, то партия б сделает выпрямление. После того как выпрямление будет завершено, неправомочные детали будут проверены и будут приняты снова.
Парты а выдаст написанный сертификат принятия продукта для того чтобы парты б не позднее 3 рабочего дня после финальной инспекции оборудования. Если окончательное принятие нельзя унести 15 дней после того как завершение установки и отлаживать оборудования должных к причинам партии а или аккумулятивная продукция 100 продуктов (одно из 2 условий встречает), и парты а не сумеет поднять написанные вопросы, то будет посчитаны, что было квалифицировано окончательное принятие.
Оборудование будет отлаживано согласно модели принятия определенной в этом согласовании. Если партии нужно партия б объединить с типом отладкой изменения, то она будет снабжена после окончательного принятия оборудования.
послепродажное обслуживание 8
От даты прибытия оборудования для того чтобы парты а, партия б будет ответственна бесплатно и своевременная гарантия за не-недостаток не позднее один год (партия б ответит в течение 12 часов после получать гарантию). В случае больше чем одного года, партия б своевременная голевая передача в обслуживании после-продаж и парты а оплатит уместные материалы и расходы на техническое обслуживание.
9. Права и обязательства обеих партий
| НО.1 | проект | ответственность | Заметьте ("кскс «середины предпринимая партия) | |
| Парты а | Парты б | |||
| 1 | Конструкция учреждения | ○ | Инструмент как нужно | |
| 2 | Партия б отлаживает материалы на месте | ○ |
Обеспеченный на получении извещения о б партии
|
|
| 3 | переход | ○ | ||
| 4 | Разгружая регуляция | ○ | Установите положение установки и зафиксируйте его | |
| 5 | Условия оборудования поддерживая | ○ | ||
| 6 | Конструкция трубопровода для воздуха | ○ | Необходимо давление быть стабилизировано, и источник воздуха соотвествует уместные параметра | |
| 7 | Электрическая конструкция | ○ | Независимый переключатель мощности необходим, и регулятор силы добавлен в случае необходимости | |
| 8 |
Проводка
Воздух сверх |
○ | Независимый интерфейс источника переключателя воздуха и воздуха необходим | |
| 9 |
Вторичная проводка
Проводка за исключением вышеуказанного
Подготовка кабеля |
○ | Земная проводка проводника использована между машинами | |
| 10 |
Установка и отладка
Сила, обжатый воздух, материалы тюнера |
○ | ○ |
Парты а аранжирует уместных операторов, персонала обслуживания и технического персонала для того чтобы объединить с партией а
|
| 11 |
тренировка
11,1 тренируют персонал обозначенный партией а для того чтобы привестись в действие оборудование правильно и общаться с общими отказами оборудования;
11,2 содержание тренировки включают знание обслуживания всех системы управления и механической системы и обеспечивают учебные материалы;
11,3 парты а принесут все потери причиненные деятельностью оборудования персоналом не натренированным и не одобренным Б. партии. |
○ | ○ | Парты а обозначит персонал который фиксирован и ничем нельзя заменить по желанию; Партия б обеспечит 2 свободных возможности обучения и поручит в третий раз: командировочные расходы. |
| 12 |
Статья конфиденциальности
каждая сторона 12,1 будет иметь обязательство держать конфиденциальный все технические данные и документы обеспеченными другой партией, и не будет передавать или не будет показывать их к любой третьей стороне в любом случае без разрешения другой партии;
12,2 парты а предпринимают не скопировать такое оборудование в одиночку или любая другая третья сторона, в противном случае, оно принесет все потери причиненные для того чтобы парты Б. |
○ | ○ | |
| 13 |
Обновление продукта:
Должный для того чтобы парты развитие б техническое, модернизировать оборудования и улучшение представления, партия б будут ответственны за модернизировать по просьба партии а, и партия б только поручит цену преобразования;
|
○ | ○ | |
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.