
Машина запечатывания паза завальцовки раковины сборочного конвейера блока батарей Суперкапаситор
Раковина - линия паза завальцовки
введение 1,1 к функциям и принципам прибора:
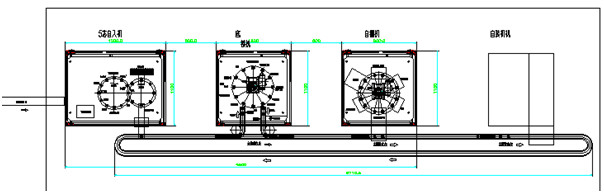
Автоматический сборочный конвейер составлен автоматического фидера раковины, автоматического ролика паза и круговой линии транспортера. Среди их, машина автоматической раковины питаясь использована для того чтобы осуществить функции вакуумировать на обоих концах обнаженной клетки, наружного диаметра формируя, диаметра измеряя, автоматического формировать отрицательного уха электрода, уха поляка складывая, автоматического питаться алюминиевой раковины, дуя чистки и автоматического питаться раковины. Автоматическая машина завальцовки паза использована для того чтобы осуществить функции автоматической впрыски смазывая масла, завальцовку паза и запечатывание батареи, и линия кольца использована для того чтобы осуществить цикл снабжения батареи в каждом блоке производственной линии.
общее возникновение 1,2 оборудования (с чертежами)
общий размер 1.2.1: длина: ширина 4500мм кс: высота 1200мм кс: 1600мм;
возникновение 1.2.2: усиленный ундерфраме принимает структуру заварки квадрат-пропуска, и верхняя рамка запечатывания принимает структуру профиля алюминиевого сплава, загерметизированную с плексигласом;
интерфейс 1.2.3 деятельност: каждый прибор оборудован с независимо управляемым экраном касания, который легок для того чтобы работать и легкий для поддержания;
1,3 главного компонента оборудования
1.3.1 пневматических компонента: Продукты СМК Японии;
электрическая система управления 1.3.2: ПЛК принимает продукты ОМРОН Японии, и экран касания принимает продукты ЭВИЭВ;
линейный ведущий брус 1.3.3, винт шарика, линейный подшипник, етк.: Продукты ХАИВИН приняты;
мотор сервопривода 1.3.4: продукты Панасоник использованы; Степпер мотор: используя продукты компании Санйо Японии;
система обработки 1.3.5 висуал: Продукты КЭИЭНКЭ Японии;
электропитание заварки пятна 1.3.6: продукт 8000А компании мияки Японии;
роторный рассекатель 1.3.7: продукты дочерней компании Тайваня тан приняты;
2. Входящие материалы и технические характеристики изделия соответствующие для производственной линии
ряд 2,1 технических характеристик изделия который оборудование может произвести: продукты 35600 серий;
приполюсная форма уха 2,2: 1 положительное ухо; Одно отрицательное ухо электрода; Положительные и отрицательные уши электрода должны находиться в вертикальном государстве когда батарея поставлена.
2,3 ряд допуска диаметра клетки будут соотвествовать автоматической алюминиевой загрузки раковины.
Иии. технические параметры оборудования
3,1 квалифицированный тариф продуктов оборудования: ≥95% (должный к плохим продуктам причиненным машиной)
3,2 емкости/скорость оборудования: 20ППМ;
3,3 интенсивности отказов оборудования: ≤5% (отказ причиненный оборудованием только)
оборудование 3,4 электрическое: напряжение тока АК220±10%, сила 10КВ
3,5 обжатый воздух: 0.6мпа
хорошее эргономическое представление 3,6 должно быть достигано в дизайне машины;
3,7 алюминий, нержавеющая сталь или гальванизировать предпочтены как структурные материалы машины;
4, каждый принцип работы машины и краткое объяснение
машина автоматической батареи 4,1 питаясь
введение 4.1.1 к функциям и принципам прибора:
Машина автоматической батареи питаясь полно оборудование автоматического производства, которое использованы для того чтобы осуществить функции схватывать 35600 батарей автоматический, извлечения пыли на обоих концах, батареи формируя, волочения катода располагая и формируя, измерение диаметра, волочение складчатости поляка, пыль питаясь, алюминиевая раковины алюминиевой раковины абсорбинг, питаться батареи автоматический и автоматический прикрывать.
Батарея машина автоматической раковины питаясь принимает полностью автоматический путь, батарею автоматически иньпут к рабочему месту от пояса тяги пре-последовательности через путь автоматического выручая робота схватить и нагрузка, питаться раковины батареи принимает путь штабелировать силосохранилища, автоматическое идентификацию позитва и недостаток.
подача действия оборудования 4.2.2
Дравстринг для отправки батарей в автоматическую питаясь станцию - роботов рудоразборки завещайте батареи выручая и располагать приспособление положен в роторную шкалу к батареям автоматического для извлечения пыли, косметических хирургов сделать пластиковые батареи и диаметра клетки теста - автоматические засорителя батареи вне неправомочные - вращение позиционера и располагать уха отрицательного поляка уха переформуя организацию пластмассы уха 2 поляков - автоматический гнуть на ухе анода - идентификации алюминиевого автоматического питания раковины автоматическом (позитв и негативное направление) и алюминиевой раковине автоматически в небольшую шкалу располагая приспособление к алюминиевому извлечению пыли раковины, батареям, раковине автоматической загрузки алюминиевой - манипулятор вращения под выручать батареи поворачивает ° 180 в приспособление линия и электричество транспортера бассейн транспортированы к станции афтерворк вдоль линии транспортера.
состав 4.1.3 главных компонентов
робот 4.1.3.1 поручая электрической клетки: робот 4 доф использован для того чтобы осуществить автоматический поручать электрической клетки.
система 4.1.3.2 автоматическая питаясь алюминиевой раковины: она составлена бункера, роторного питаясь прибора механизма, мотора, редуктора, алюминиевой раковины переднего и заднего обнаружения, етк., который использован для того чтобы осуществить автоматический питаться раковины алюминия батареи.
шкала станции 4.1.3.3 12 роторная: 1 установленное, состоящ из мотора, редуктор, 12 помещает роторные рассекатель, электромагнитный зажим, располагая джиг, диск индицирования 12 станций, етк., использовано для того чтобы осуществить передачу батареи располагая и зажимающ и вращая на каждой станции.
шкала 6-станции 4.1.3.4 роторная: одно установленное, состоящ из мотора, редуктора, рассекателя 6-станции роторного, располагающ джиг, разделяя плиту, етк., использовано для передачи раковины батареи и собрания клетки батареи.
батарея 4.1.3.5 формируя станцию: она составлена поручая манипулятора, зажимая руки для батареи формируя, и обнаруживая датчика, етк., который использован для схватывать батарею от передающей линии, формировать наружный диаметр батареи после обматывать, и обнаруживать наружный диаметр батареи.
4.1.3.6 располагая станцию отрицательного уха электрода: оно составлен автоматического вращая прибора и механизма обнаружения положения отрицательных уха электрода, етк., который использован для того чтобы осуществить располагать отрицательного уха электрода электрической клетки.
ухо 4.1.3.7 отрицательное формируя станцию: она составлена зажимая формируя механизма и датчика обнаружения, который использованы на формировать 2 отрицательных уш соответственно.
станция 4.1.3.8 автоматическая гнуть отрицательного волочения: оно составлен электрической клетки располагая механизм и 2 автоматических гнуть механизма отрицательного волочения, которое использовано для того чтобы осуществить автоматический гнуть отрицательного волочения.
зарядная станция 4.1.3.9 электрической клетки: она составлена алюминиевой раковины располагая механизм, автоматический поручая механизм электрической клетки, датчик обнаружения, етк., который использован для того чтобы осуществить автоматический поручать электрической клетки.
станция батареи 4.1.3.10 роторная дишаргинг: она составлена схватывать вращая манипулятора, етк., который использован для того чтобы осуществить клетку батареи, который нужно слегка ударить вертикально от рта к дну после быть нагруженным в алюминиевую раковину и положить в основание батареи круговой транспортируя линии.
автоматическая машина завальцовки слота 4,3
введение 4.3.1 к функциям и принципам прибора:
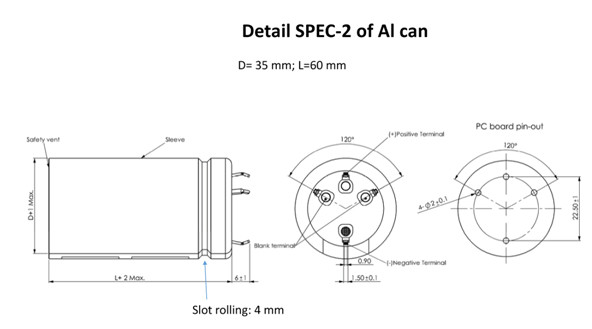
Эта автоматическая машина завальцовки паза полно оборудование автоматического производства, которое использовано для того чтобы осуществить автоматическую завальцовку паза цилиндрической батареи 35600. Габаритная точность паза следующим образом (ее можно доработать и отрегулировать согласно фактическим раковине батареи и крышке партии а):
Размер слота крена
С основанием батареи с линией транспорта, через батарею манипулятора вращения выручая в роторную шкалу располагая приспособление (2 а), разделяя диск сделан для каждого положения на следующей работе: впрыска раковины батареи автоматическая, автоматический паз крена, вакуум сосет вверх пыль и обнаружение после того как свертывая раковина паза алюминиевая для того чтобы увидеть если любые обрыв, короткое замыкание, автоматическое обнаружение в покрытии клеточной оболочки, автоматическое вырезывание, етк., то после того как паз завальцовки завершен, батарея транспортирована вместе с линией транспортера кольца, и батарея вручную принята вне от основания и положена в вращающийся диск.
подача действия 4.3.2 приборов
С батареей шасси с линией транспортера к колесу и кормите роторную батарею манипулятора выручая и колесо внутренности располагая приспособление 2 (1) - > батарея с и без автоматических брызг раковины обнаружения и батареи - автоматический паз крена - вакуумируйте абсорбинг тест вакуума пыли и батареи сломанный раковиной - > тест к покрытию клеточной оболочки, автоматический прикрывать короткого замыкания батареи.
состав 4.3.3 главных компонентов
шкала 6-станции 4.3.3.1 роторная: она составлена мотора, редуктора, рассекателя 6-станции роторного, электромагнитного зажима, располагая джига и круга с делениями 6-станции, етк., который использован для того чтобы осуществить располагать и зажимать батареи и вращая передачу на каждую станцию.
4.3.3.2 поворачивая верхнего (более низкого) питаясь манипулятора: он составлен двух позиционного 180° ресипрокатинг вращая механизм, верхний и более низкий мовинг механизм, пневматический палец, батарея располагая приспособление, датчик обнаружения, етк., который использован для того чтобы осуществить автоматические питаться и дишаргинг батареи от транспортируя линии к машине завальцовки паза.
обнаружение загрузки батареи 4.3.3.3 и автоматическая станция впрыски масла: она составлена датчика обнаружения, автоматического прибора впрыски масла, фиксированного кронштейна, етк., который использован для проверки ли любая впрыска загрузки батареи и смазывать масла на поверхности раковины батареи для уменьшения трения хоб на раковине батареи во время паза завальцовки.
станция паза завальцовки 4.3.3.4 автоматическая: она составлена механизма батареи эластичного поднимая домкратом, располагающ механизм, направляя дорн, вращая инструментальную головку, типа кулачк питаясь механизм и вверх-отжимающ механизм осуществить автоматический паз завальцовки батареи.
пыль и алюминий всасывания вакуума 4.3.3.5 обстреливают станцию обнаружения повреждения: она составлена вверх и вниз механизма движения, механизма всасывания вакуума, механизма обнаружения вакуума, етк., который использован для извлечения пыли от внутренней стены батареи после свертывать паз и обнаружение алюминиевого повреждения раковины.
испытательная станция изоляции 4.3.3.6: она составлена вверх и вниз зонда движения, датчика обнаружения, тестера изоляции, етк.
положение 4.3.3.7 автоматическое клея: оно составлен механизма движения уп-даун, вращая механизма движения и клея системы, етк., который использован для того чтобы осуществить автоматический клеить внутренней стены батареи.
кольцевая линия транспортера 4,4
Эта передающая линия использована для того чтобы осуществить циркуляцию батареи (установленной в шасси) в каждой станции производственной линии. Соответствуя станция оборудована с механизмом стоп-стопа и питаясь механизмом. Батарея завершенная пазом завальцовки нагружена в поднос оборачиваемости через питаясь манипулятора.
5: конфигурация и стандарт оборудования общие
цвет 5,1 приборов: доска цвета преобладает
5,2 измеряя 10ММ от наружной стены машины, шума ≤ 80дб оборудования
5,3 оборудование исполняют с нормами бесопасности уместное механического и электротехнического оборудования государства и всех норм бесопасности и требований необходимы кодом безопасности А. партии.
5,4 руководство деятельности китайца и руководство по уходу и обслуживанию оборудования приложены.
электрический контрольный график 5,5, пневматический контрольный график, спецификация купленных частей, исходный код и другие материалы машины будут поставлены случайно.
5,6 продавец обеспечат покупателя с списком и чертежами различных частей для замены разнообразий.
5,7 нося части прикреплены в оборудование:
5,8 обеспечивают список уязвимых частей, включая имя, количество блоков, спецификацию, модель или чертеж, бренд, оцененный жизнь и другой информацию.
Ви. требования к оперативной среды оборудования
6,1 веса оборудования: о 600Кг; Размер оборудования: высота × ширины × длины = 2100мм×1300мм×1540мм;
6.2. Температура окружающей среды: определенный окружающей средой мастерской партии а;
поставка 6,3 контрольных полномочий: однофазное 220В, 50ХЗ, ряд качания напряжения 5КВА: + 10%-10%;
6.4. Обжатый воздух: после сушить, стабилизация фильтрации и давления: давление выхода больше чем 5.0кг/км2;
6,5 парты а обеспечат что воздух на месте беспрепятственн;
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













