


собрание литий-ионного аккумулятора машины делать плиты батареи 3.3mm 5.5mm
Производственная линия плиты никелькадмиевой батареи сборочного конвейера плиты батареи утюга никеля
Технические характеристики изделия:
1. требования к дизайна для производственной линии плиты батареи типа сумки
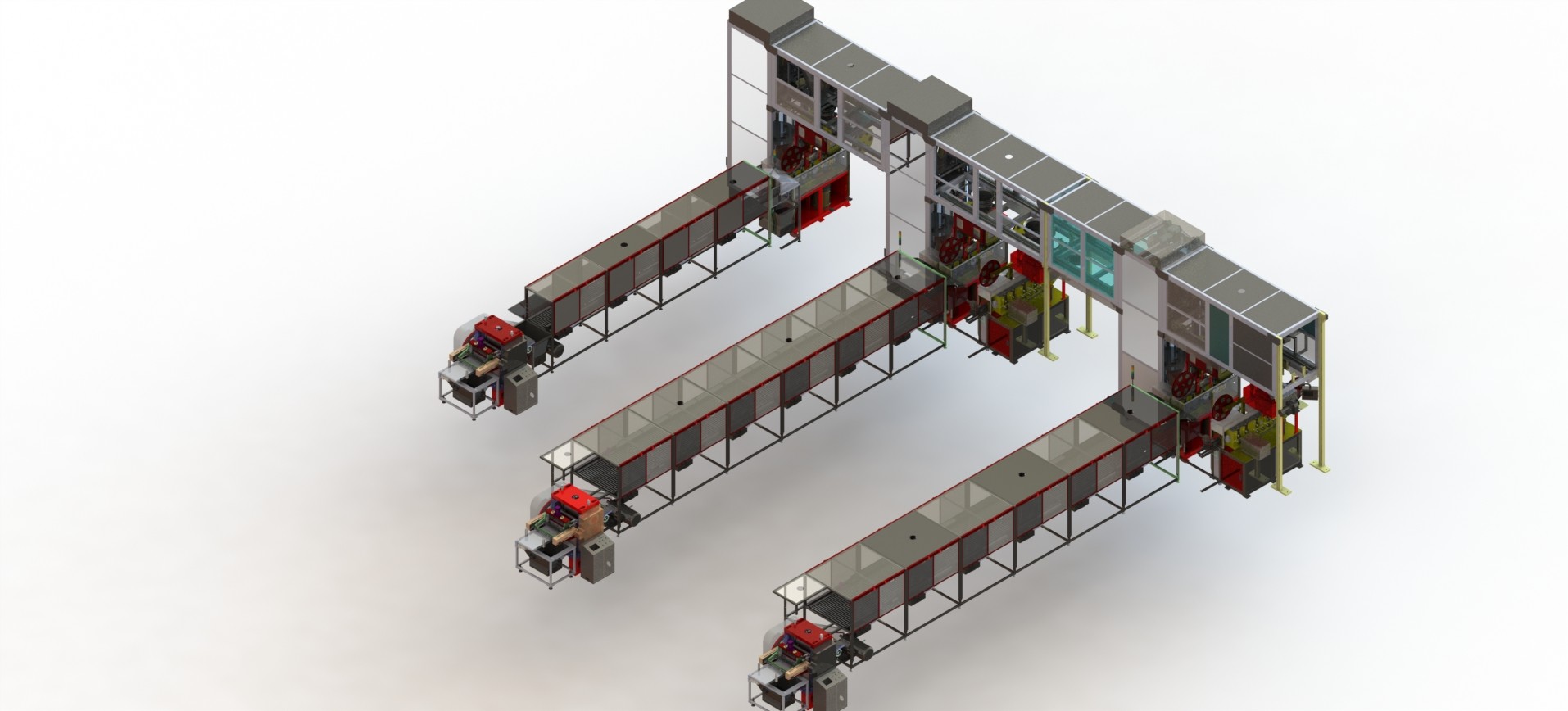
1,1. Основанный на изготовляя требованиях плит обеспеченных ****, этот проект конструирует и производит пустую производственную линию для плиты батареи сумки. Линия автоматического производства обдирки пусковой площадки батареи сумки включает 2 автоматический материальный фидер, 2 независимые и установку зеркала симметричную фидера порошка, одна таблица загрузки (небольшое хранение прокладки), и одна выбивая режа машина.
пустой производственный процесс 1.2.Plate: стальная прокладка под рамкой и формой прокладки для того чтобы заполнить шабер порошка, напудренного и вторичного заполняя порошка (-)– вверх с рамкой - вверх и вниз прокладки ориентированное слияние - - рука во рте - наружная баба, который нужно согнуть (- > ясный порошок), толпить рот - отрезанный с - нагружая (верстак небольшого хранения) (9 m) - произношение по буквам статьи - выбивая - отрезок - плита продолжает доставку. Производственной линии пробела выворотного клише только нужно приправлять раз, никакие вторичные упаковка и порошок.
емкость 1.3.Production и параметры процесса производственной линии пробела плиты: скорость продукции небольших прокладок регулируема 20m/min, и длина небольших прокладок + 8m/0,5/прокладки регулируемой. Толщина прокладки регулируема от 3,3 до 5.5mm. Небольшой вес 2.6g бара | 6.5g/50mm регулируемое; Применимый стальной пояс: 0,1 X 21 x l; 0,1 * 23 * l; 0,1 L.X 25 x. Ширина прокладки плиты регулируема от 60 до 400 mm, и длина ножниц прокладки регулируема от 80 до 200 mm. После выбивать, толщина регулируема от 1,4 до 5.0m, и тариф ножниц больше чем 25 раз /min.
требования 1.4.Performance производственной линии пробела плиты: 1,3 под нормальными условиями продукции. Требования статьи; Каждые регулированный механизм части, питаться, питаться порошка и пакуя механизм, формируя механизм комбинации, механизм ножниц давления, требования стабильности и надежность, легкие для того чтобы работать; Все двигающие части будут иметь разумный, надежный и удобный механизм смазки.
1.5. Предохранение пыли:
1.5.1. Производственная линия должна иметь надежные пылезащитные объекты, и пылезащитные объекты резервируют забор воздуха; Должно быть материальный танк собрания под каждой стороной работы, которая требует полного собрания и удобной деятельности. Дверь безопасности полностью пылезащитной крышки должна быть тверда и надежна, удобна для того чтобы работать и поддерживать.
1.5.2. Все электрические объекты, переключатели, гнезда и штепсельные вилки будут пылезащитны и взрывозащищенны. Шнур питания будет иметь защитный чехол.
1.6. После того как дизайн будет закончен, чертежи конструкции будут подтвержены и будут подписаны партией a и будут прикреплены к этому техническому согласованию.
линия автоматического производства 1.7.Plate оборудование:
| НЕТ. | Отростчатое имя | Devicename | Емкость оборудования | Количество (наборы) | Примечания |
| 1 | Материал нагрузки | Автоматический фидер порошка | 250kg /netx | 2 | Автоматическая загрузка |
| 2 | Порошок пакета | Машина для упаковки порошка плиты автоматическая | ≤20m/min регулируемое | 2 | |
| 3 | загрузка | Нагружая станция | 9m | 1 | Отсутствие конвейерной ленты ролика силы |
| 4 | Отсутствие конвейерной ленты ролика силы | Машина ножниц сплайна | ≥25 次 /min | 1 |
![]()
![]()
![]()













