
Оборудование штамповщика обломока поляка пробивая машины листа поляка литий-ионного аккумулятора
1. Краткое описание машины листа поляка пробивая
Это оборудование соответствующее для обработки типа тяг пояса поляка пробивая. 2 работая режима: автоматический и ручной. Автоматический работая режим основного потока операций, машина завальцовки, крены установленные в полярную зону через транспортируя механизм, транспортируя механизм согласно длине зазора размера части поляка питаясь, приносит в пакет на прессформе пунша, прессформа верхнего умирает установлен в блок скольжения прессы, блок вверх и вниз движения на режиме привода будет расположен в прессформе весьма вырезывания пояса в куски. Через прикрывая отверстие в центре таблицы плашки и пунша, части поляка упадены в ленточный транспортер под пуншем. Ленточный транспортер передает части поляка сортируя станции. Законченная прокладка поляка сформирована в неполный пористый отход прокладки, который обмотан на машине жатвы и собран в катушку.
2. Требования к дизайна
2.1. Максимальная ширина диапазона поляка 220мм.
2.2. Максимальная скорость ножниц никакое меньше чем 80 раз /min (когда длина листа поляка 75мм), и скорость ножниц регулируема.
2.3. Максимальная длина ножниц 300мм.
2.4. Прибор имеет по крайней мере 2 работая режима: движение пункта и автоматическая деятельность. Консоль безопасности установки двурукая.
2.5. Прибор предохранения от двери безопасности обеспечен на фронте и задней части верстака оборудования. Только когда двери безопасности на обеих сторонах закрытая консервная банка оборудование работайте в автоматическом работая режиме.
2.6. Пульт управления деятельности оборудования имеет такие функции как переключатель мощности, данные по контроля идущего состояния оборудования и дисплея ЛКД индикации недостатка.
2.7. Идеальные приборы смазки в сползая и вращающих частях оборудования как ведущий брус и шпиндель. Оборудование имеет функцию хода, серии, отсчета обслуживания и так далее. Оборудование оборудовано с интерфейсом распределения с получать, дишаргинг машина, фидер и ленточный транспортер.
2,8 ревиндер электрически управляются для того чтобы собрать зазор, который соответствующий для частого начала. Напряжение тока 220В (380В), 50Хз.
2.9. После пробивать и резать, когда отходы прокладки поляка протягиваны к верхнему пределу, ункоилер останавливает собрать материалы. Когда ненужная прокладка понижается к нижнему пределу, моталка разгружает материал. Фидер должен иметь противовес для обеспечения достаточного напряжения на прокладке утиля обеспечить скорость фидера. Диаметр ненужного вала установки вьюрка ленты перематывать машины 38мм. Вал ревиндер обеспечен с ненужным прибором ориентации вьюрка. Положение датчика обнаружения положения диапазона поляка регулируемо. Положение установки осевое редуктора скорости питаясь прибора параллельно к вертикальной оси питаясь прибора. Приемное устройство имеет независимый электрический механизм деятельности.
2.10. Координируйте движение работы каждой из частей производственной линии ножниц поляка, и каждая из частей имеет функцию независимых деятельности и отладки.
2.11. Дизайн, изготовление, установка и отладка ножниц поляка в линии с уместными национальными и промышленными спецификациями.
2.12. Ручной работая режим штамповщика плиты поляка использован для обслуживания и отладки оборудования, новой отладки прессформы и начальной работы. Во время начальной работы, ручной пояс поляка чертежа входит в питаясь механизм, и ручной направляя пояс поляка входит в прессформу пунша. После нескольких времен деятельности пункта, отходы созданы программу-оболочку вокруг питаясь вала машины и могут быть перенесены к автоматическому работая режиму когда нормальное питаясь напряжение произведено перематывать машиной.
3. Основные части оборудования
| Серийный номер | Состав системы | Системная конфигурация | Бренд или обработка | Номер |
| 1 | Машина завальцовки | 1 набор | ||
| Заведения завальцовки | 1 | |||
| Положите крен мотора | Р контроля | 1 | ||
| 2 | Питаясь прибор | 1 набор | ||
| Транспортировать механизм | 1 | |||
| Питаясь цилиндр - СМК | СМК | 2 | ||
| 3 | пресса | Пресса Окп-80е, номинальное давление 80 тонн | Машинное оборудование Джинфенг | 1 |
| 4 |
Машина замотки
|
1 набор | ||
| Механизм замотки | 1 | |||
| Машина замотки | Р контроля | 1 | ||
| 5 | Ленточный транспортер | 1 набор | ||
| Ленточный транспортер | 1 | |||
| Мотор передачи | Р контроля | 1 |
4. Технические параметры оборудования
|
Спецификации проект |
ЗБКА01А-00 |
| Эффективность | Максимальная скорость ножниц никакое меньше чем 80 раз /min (когда длина листа поляка 75мм), и скорость ножниц регулируема. |
| Полная сила (кв) | 13 |
| Нормальная работая сила (кв) | 12,5 |
| Вес | 600КГ |
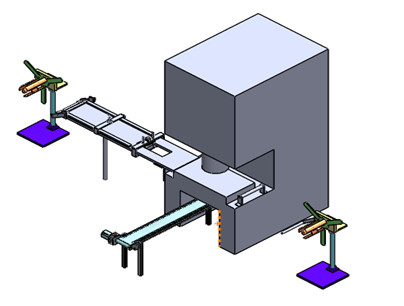
5. Сборочный конвейер литий-ионного аккумулятора взгляда профиля прибора
6. Основные части оборудования
состав 6,1 машины листа поляка пробивая: она главным образом составлена перематывать машины, питаясь прибора, прессы пунша, перематывать машины и ленточного транспортера.
6.2. Состав ункоилер: электрический питаться зазора привода редуктора, соответствующий для частого начала. Когда машина включена, перематывать начала машины автоматически дишарге материалы. Когда диапазон поляка падает к нижнему пределу датчика, перематывать машина останавливает дишаргинг. Когда диапазон поляка вытягиван далеко от ряда обнаружения датчика, перематывать машина начинает дишаргинг снова. Перематывать машина имеет надежный механизм торможения. Диаметр вала установки катушки ленты поляка на машине разматывать 38мм. На вале машины разматывать, вьюрок пояса поляка материальный к располагая прибору, материальная плита имеют радиальный располагать, штырь передачи. Машина замотки имеет функцию положительный и обратный питаться. Ункоилер имеет прибор для предотвращения поляка от падать к земле. Положение установки осевое редуктора прибора разматывать параллельно к вертикальной оси питаясь прибора. Прибор разматывать имеет отдельного электрического оператора.
6.3. Состав фидера: примите пневматический питаясь метод, питаясь скорость можно отрегулировать, и с спичкой скорости пунша. Питаясь ширина не будет чем 220мм. Зажимая цилиндр использован для того чтобы зажать пояс поляка вверх и вниз, и питаясь цилиндр использован для нажатия питаться. Зажимая цилиндр не повреждает поверхность приполюсного пояса. Питаясь длину можно отрегулировать произвольно внутри ряд 0-300мм, и отрегулированная длина показана справочным номером. Питаясь механизм стабилизирован, с питаясь механизмом проводника и регулируемый механизм предела пояса поляка, который может обеспечить питаться пояса поляка прям под обстоятельством искажения края пояса поляка, и точностью не больше чем ±0.5мм. Хорошая координация между питаясь механизмом и движением сползая блока прессы пунша. Питаясь механизм имеет идеальное и надежное предохранительное устройство. Питаясь механизм имеет достаточную ригидность и не должен произвести чрезмерную вибрацию при беге на высокой скорости. Высота питаясь механизма регулируема, и соединение с пуншем твердо.
6.4. Состав пунша: пунш окп-80е произвел КО. индустрии машинного оборудования джинфенг, ЛТД., номинальным давлением 80 тонн.
6.5. Состав ленточного транспортера: ленточный транспортер установлен под прессу пунша. Пояс сделан типа ленты кольца зажима с электрическим приводом. Длина ленточного транспортера обеспечит что один конец можно соединиться с частью поляка падая от прикрывая отверстия машины пунша, и другой конец подвергается действию возникновения оборудования о 500мм. Шкив установлен на дно ленточного транспортера для того чтобы облегчить регулировку положения транспортера.
состав 6,6 ревиндер: ревиндер электрически управляется для того чтобы собрать материал зазора, который соответствующий для частого начала. После пробивать и резать, ункоилер останавливает собрать материалы когда прокладка утиля протягивана к верхнему пределу. Когда ненужная прокладка понижается к нижнему пределу, моталка разгружает материал. Фидер должен иметь противовес для обеспечения достаточного напряжения на прокладке утиля обеспечить скорость фидера. Диаметр ненужного вала установки вьюрка ленты перематывать машины 38мм. Вал ревиндер обеспечен с ненужным прибором ориентации вьюрка. Положение датчика обнаружения положения диапазона поляка регулируемо. Положение установки осевое редуктора скорости питаясь прибора параллельно к вертикальной оси питаясь прибора. Приемное устройство имеет независимый электрический механизм деятельности.
6.7. Система управления: машина оборудована с независимой электрической доской, переключателем утечки, электропитанием стабильности дк и другими компонентами цепи силы, ПЛК контроля, реле, механизмом управления мотора, етк. и внешним соединением, используя соединители и терминальную таблицу. ПЛК ИСПОЛЬЗУЕТ ОМРОН. Потолок силового кабеля частично пефорирован. Кабели и воздуховоды между другим оборудованием связаны проволокой и пущены по трубам ниже.
1. Новое обещание оборудования
Наша компания гарантирует что товары снабженные клиенты совершенно новое, полное и неиспользованное оборудование.
2. Обязательство конфиденциальности
Наша компания обещает что без написанного разрешения любой партии, чертежей другой партии связанных, технической информации, секретов данным по дела и другой отрасли и технических секретов быть протекаено к третьим сторонам в любом случае.
3. Обязательство послепродажного обслуживания
(1) 2 месяца от даты пересылки оборудования, партия б ответственна за не-человеческие недостатки в своевременной и свободной гарантии не позднее один год (когда оборудование небезупречно, штат послепродажного обслуживания ответит в течение 2 часов после получать уведомление. Согласно ситуации, персонал должен быть на месте в течение 48 часов. Отсутствие позже чем 60 часов, обеспечить непрерывность продукции покупателем;
(2) после оборудования проходит период гарантии, если проблема, то 2 партии связывайте и общайтесь с ей. При необходимости, персонал после-продаж будет отправлен для того чтобы отремонтировать его, и только цена будет поручена. Ж
(3) во время периода гарантии обусловленного в контракте и техническом согласовании подписанных 2 партиями, компания обеспечит гарантию для качественных проблем которые не причинены человеческим повреждением во время нормальной пользы наших продуктов.













